�l���r�g��2022-03-23���ٷ�����̎��QՓ���g�[��1��
ժ Ҫ�� ժҪ��偠t�����������錦����������ؔ�a���^��Σ���Ե��طN�O�䣬�������|�����зdz������Ҫ����Ҫ���|��Ч�ĺ��ӹ�ˇ���b������C�����|������ߺ������aЧ�ʡ����Č�偠t���������������㲿�����Y�����ĺ��Ӽ��g�lչ�F���M���˿��Y������δ���lչ������չ�����J
����ժҪ��偠t�����������錦����������ؔ�a���^��Σ���Ե��طN�O�䣬�������|�����зdz������Ҫ����Ҫ���|��Ч�ĺ��ӹ�ˇ���b������C�����|������ߺ������aЧ�ʡ����Č�偠t���������������㲿�����Y�����ĺ��Ӽ��g�lչ�F���M���˿��Y������δ���lչ������չ�����J�����W���g�����W���g�ij��켰�ƏV�����Լ������g���d�𣬞�偠t������������������Ԅӻ������ܻ������ֻ�����Ϣ���lչ�ṩ�������ļ��g֧�Σ����O����M偠t�����������켼�gˮƽ�İlչ�M�����ИI�lչ���ܵ��D�Q��
�����P�I�~�����Ӽ��g;偠t;��������;�����Ԅӻ�;�lչ�F��
����偠t���������ڸߜظ߉��¹�������������һ��ʢ�b��ȼ���ױ����ж����|��һ�����O��ʧЧ�l���¹ʣ�����Σ���ˆT���O���ؔ�a�İ�ȫ���е�߀�����l��Ⱦ�h���¹ʣ���������������О���Ҫ�ıO�ܮaƷ���ɇ���ָ���Č��T�C�������Շ���Ҏ���ķ�Ҏ�͘˜ʌ�ʩ��ȫ�O��ͼ��g�z��ˣ�偠t���������������|���c�����lչ����������ϢϢ���P�������켼�g�Ŀɿ��Ծ��Ї���Ҫ��
�������Ӽ��g��偠t�������������칤ˇ�е��P�I���g�������|��Ҳֱ���Pϵ��偠t�������������|�����䱾�|��ȫ����ˣ����|��Ч�ĺ��Ӽ��g�����ڌ��F偠t������������ĸ�Ч�������������䱾�|��ȫ�ı��C������ᘌ�偠t�������������е����܉��������Y���������켼�g�M���˸����Խ�B��
����һ��偠t�������������܉������ĺ��Ӽ��g
����偠t��Ĥʽˮ��ڡ����ιܡ���ڼ��䡢�Ͳ�ȣ��Լ����������Ĺܰ塢���Ͳ���ȣ��������^�̾��ь��F���Ԅӻ����ӡ�
����1. Ĥʽˮ��ڵĺ���
����Ĥʽˮ��ڹ���(Ĥʽ��)��偠t�t������Ҫ�܉����������ù�ܼӱ��ƴ�ź��Ӷ���;���ܷ⡢���ἰ׃�ο��ƵĽǶȳ��l����횲����p�溸�ӣ�����ܺͱ�����B�m���pƴ���_����Ʒ���ȵĹ�������Ĥʽ�ڹ�ܼӱ�䓽Y�����a��һ�N�߾����ԄӺ���ϵ�y�������|�������ǹ����ӹ����Ȳ��HӰ�܇�g�ȵĽM�b���ӣ�Ҳ��Ӱ푬F�����b�䡣�S��偠t�������������߅������lչ��Ĥʽˮ��ڵijߴ�Խ��Խ����Խ��Խ�ߡ�����һ�_ 300MW�վ偠tĤʽ����������e�s4000m2 �����p���L�Ȅt�_��27�fm����˱�횲��ø�Ч�ʡ��Ԅӻ��������O�����������a�΄ա�
��������Ĥʽ������ĺ��ӹ�ˇ��Ҫ���ۻ��O���w���o����������BABCOCK��˾�_�l��Ĥʽˮ���ϵ�Ќ��ó��������b�ã���̶����ʽ���ӹ���վ���������������a������ KOMESMA 800�ͺ�1600�ͺ����O���܉�������Ȟ�800mm ��1600mm�Ć�ԪĤʽˮ��ڹ���������䓹ܺͱ�䓶�λ���A�o�����M�����Ӻͺ����Ԅӻ��յȹ��ܣ�һ�㶼�b��4����8�����^ͬ�r���ˮƽλ��4�l��8�l�Ǻ��p�ĺ��ӡ�
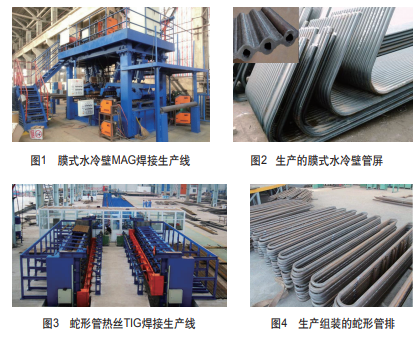
�����ձ������ع���20���o80 ��������ۻ��O���w���o���ӹ�ˇ����A���_�l��������һ�NĤʽˮ��ڹ����ԄӺ��C�����Ը����O�����������a��Ҫ�x��ʹ_��ÿ�_�O��ĺ����^����һ��4 �^��8�^���ӌ��ÙC���ڹ����M�b��12�^��20�^���ӌ��ÙC���ڹ�����Ԫ�����ӡ�ԓ�N�������C���������}�_�Դ�����з������۵��^�ɺͺ����^�̣��܉�@�ßo�w�R���oȱ�ݡ����^���ܡ��������^���a�����OС(���� 1‰)�����뺸��Ч���͝M��ĺ��p�|�����ڳ���ģ�Kʽ偠tˮ������a�ϵõ��ɹ�����(Ҋ�D 1���D2)��
��������Ĥʽˮ��ں��ӹ�ˇ���b��İlչ�߳���һ�l���M����-�ل��������аl�Ą��°lչ֮·���Ϻ�偠t�S����h偠t���F��˾�Ȇ�λ����ĵ����M��KOMESMA800�͡�1600 �͡�P3200Ĥʽˮ��ڌ��ó����O�䣬�Լ������I偠t�S����؟�ι�˾�͖|��偠t(���F)�ɷݹ�˾���^���ձ������ع����MĤʽˮ��ڹ����p��MAG�����ó����b�ã������r����҇�Ĥʽˮ������a���������M�҇�Ĥʽˮ��ں��Ӽ��g�lչ������Ҫ���x��
����“����”���g�����I偠t�S���|��偠t(���F)�ɷݹ�˾ͨ�^�����_�l�ͼ��g����ȴ�ʩ���_�l���ˇ��a����MPM�O������켼�g����Ĥʽˮ��ں������a�ęCе�����Ԅӻ��ṩ�˼��g���b�䱣�ϡ��ڮ�ǰ�҇�Ĥʽˮ������a�O���ѽ�ȫ�����F���a����
����Ŀǰ�����҇�Ĥʽˮ��ں��C��ˇ��Ҫ�����ۻ��O���w���o���ӷ������䑪�����_��80%���ϡ��M���ۻ��O���w���o���ӹ�ˇ���гɱ��͡�ȫλ�ú��ӵȃ��c����Ҳ��������\������Ⱦ�����ӟ��m�Ȳ��㣬���������ˏV韵İlչ���g��Ŀǰ���W�������n�Ȱl�_������Ĥʽˮ��ں������ѽ���u�p��ʹ�Ú��w���o�������DZM�����������������ţ��S���h�����R�IJ��������������҇�Ĥʽˮ����еđ��Õ�Խ��Խ�ࡣ
����2. ���ιܺ���
�������ι�����һ��ƽ��ȶ���ػصĹ��ӣ�偠t�����ܟ�����ʡú�����^�������ٟ����ȣ���������ιܵĽY��;�����Б��ò��Ϗ��s��Ҏ��ࡢ������������c����偠t�й����ضȸߡ����|���e��ߵ��܉�Ԫ������������S�����͙C�M���a�΄ղ������ӣ����ӱں��ӹ������ɱ����ӣ����ι����������Ǻ�ڹܵ�ֱ�ܽ��L�����ѳɞ�Ӱ�偠t�ܟ������a�������P�I�����M�˸��N����Ч�ԄӺ��ӹ�ˇ���_�l�c���̑��á�
����Ŀǰ��TIG/MIG�ԄӺ���ϵ�y�ѳɞ�偠t���ι����a����Ҫ��ˇ������ͬ�ИI�ȵõ��ˏV�����á�������Щ�к�ںϽ�䓲��ό������|��Ҫ��ߣ�һ����� TIG��z���ӹ�ˇ�������ں���Ч�ʵ͵IJ��㡣������ߺ������aЧ�ʣ�����zTIG���ӹ�ˇ���M�����ιܺ��������У����۷�Ч�ʽӽ�MIG���ӹ�ˇ���c��z TIG����ȿ����Ч��3~4�������к�ںϽ�䓹ܺ����Б���Խ��Խ�V��(Ҋ�D3���D4)��
��������^��zTIG���ӹ�ˇ����zTIG�ԄӺ��ӹ�ˇ�����������c���ٺ��z�ӟᵽһ���ضȺ����뺸���۳أ����@���������u�O�廡���Ĺ�ˇ�`���ԡ��ھ������^���۷��ʷ����Ⱥ��Ӹ��|�����p���������۟�zTIG����늻���������Ҫ�����ۻ�ĸ�ġ��γ��۳�;�����z�������ğ�z�Դ�ӟᣬ��z�ۻ����������� 85%���ɟ�zϵ�y�ṩ�ģ����ಿ�քt��늻����o������˽���Ч������aЧ�ʡ��ܿ��Ԍ��F�͟�ݔ�뺸�ӣ����������ijЩ��ݔ�����в��ϵĽ��^�|����
����������Щ偠t���ιܲ�������ȏ���U�ιܣ�Ȼ���ٽM������Ҫ����Π���@�N��r�±���ڹ��ӹ̶����D�ėl�������ȫλ�ú��ӡ���偠t����S�ć������M�˸��N����ȫλ��TIG �ԄӺ��C������˲�ͬ��Ҏ��ϵ�к��әC�^�����ɹ����������a��
����3. ��ڼ���ĺ���
�����S���վ偠t�����IJ���������ıں��ֱ��Ҳ��u�Ӵ��灆�R��偠t����ıں����_��148mm���⏽���_914mm;���ϵȼ���������9Cr1MoVϵ(T/P91��T/P92)�͟�䓣�ʹ�Ì�����ĺ��ӹ��������|��Ҫ�������ߡ�
�������䚤�w��ͨ���д����cʡú�����^�������ٟ����Ȳ������B�ӵĹ�������������Ҫ�B�ӵĽӹ��L�ȷքe��200mm���¶̽ӹܺ͏���һ���Π���L�ӹ܃ɷNҎ�����ڹܽ��^�Ǻ��p�ֹ��������׳��F�|�����}���S������S�ь��Ǻ���ֲ���ʽ�ܽ��^(����ʽ)�¿ڸ�׃��ȫ��ʽ�Y���������Ãȿ�TIG��ס���Ȳ����ԄӚ��w���o��������ˇ�M���w�溸�ӣ����H����˼������a���Ԅӻ��̶Ⱥ����aЧ�ʣ����Һ��p�|�����������a�^�̷������ĸ���������˹ܽ��^���ӵă����|����ȡ�����@����Ч����
�����S�����ӹ�ˇ���b���аlˮƽ����ߣ�����ĸ�Ч���Ӽ��g���Ԅӻ������O�䑪���ڼ���ĺ������졣
����(1)ˎо���z���w���o����ˇ �����I偠t�S����؟�ι�˾��ˎо���z���w���o���ӹ�ˇ���ڴ�ڏ��ܽ��^�ĺ��ӣ�������200MW偠t����ȫ���Y���R���νӹܵĺ������a�У�����Ч�ʱ��ֹ�����3~4�������p�������^���������㣬�m��ȫλ�á�������Լ��B�m���ӣ��ڴ�ڏ�����R���νӹܽǺ��p�������w�F�����@�ļ��g���ݡ�
����(2)�C���˺��� ���Mһ����������a����������ˮƽ���m�����͙C�M����䓷N����Ҫ���Ϻ�偠t�S����˾�������I偠t�S����؟�ι�˾�քe���ձ��Ⱥ����M�����_����ܽ��^���әC���˹���վ���Á����Ӹ��N���|�ܽ��^���p;ԓ���әC���˹���վ���ü��z�}�_늻��ԄӺ���ˇ�����о��_�ĺ��p��ۙ�ȹ��ܣ����Ԝʴ_�y���ͼm������λ�úͺ���׃�������ƫ�20 ���o90����|��偠t�S�c�����I���I��W�������˶̹ܽ��^���әCе�֣����ù���b�ö�λ���C�����c����׃λ�C�f�{�ӡ� 2017��|��偠t�c�|��늚������о�Ժ�������аl�ć������_����̹ܽ��^�C�����Ԅ��b�䡢�ԄӺ��ӹ���վ���ͨ�^��գ���Ͷ�����������a������̹ܽ��^�C�����Ԅ��b������վ�����a���ã�������҇�����̹ܽ��^�����|������Ч�ʣ��������� “�坍����̼����Ч�����ܡ���������ȫ”�ش��g�b�䔵�ֻ���������ˮƽ������̱����x����־���҇�����̹ܽ��^������ʽ�M���Ԅӻ������ܻ��lչ�A��(Ҋ�D5)��
����4. ���Ͳ�w�ĺ���
�����S���վ偠t��ʯ�����������Ĵ��ͻ��߅�������偠tͲ�w�͉�������Ͳ�w�ıں����ӣ���600MW偠tͲ�w�ıں��_��182mm;400T�� 560T��ڼӚ䷴����Ͳ�w���� 2.25Cr-1Mo䓣��ں�քe�_�� 200mm��210mm;300MW�� 600MW���վ�������ıں��_��250~300mm��
�������Ͳ�w�ĺ����e�m��խ�g϶��������н��^�C�����W�������á�����Ч�ʸߵ��@�����c����20���o80������ڣ���Ҫ偠t�͉��������S�Ⱥ��������_��˾����������_�˾���M��խ�g϶���Ӽ��g�ͳ����O�䣬�ڇ����_���˺�ڸ߉�偠t�͉����������wխ�g϶��������r������20���o90 ������ڣ������I�����о������ГPԺʿ�������Ƴɹ��ˇ��aխ�g϶���ӳ���ˇ���O�䣬���Fխ�g϶���Ӽ��g���b��ć��a�����ڴ��߉�偠t�����͉����������췽��@���ˏV���đ��ã��Ј�ռ������u�_���� 70%��
����խ�g϶���ӹ�ˇ�ďV�����ã���ʹխ�g϶�����O�䳯�����ÿɿ���ϵ�y���;��ȸߡ��������M�ķ���lչ����M�����a��Ҫ�����������_�l�˶�N���ÿv�h�pխ�g϶���C�����p�z����zխ�g϶���ӹ�ˇ���O��(Ҋ�D6)�������p�z���C������300MW��600MW���R��偠tͲ�w�v�p���ӣ��v�p�L������_7000mm���F�ѳɞ鉺��Ͳ�w�v�p���ӵ��P�I�O��;�p�z�����zխ�g϶��Ҳ�ɞ����͉��������h���p�ă��|��Ч���ӹ�ˇ���������ں��_580mm��
������խ�g϶�����O�䷽�棬�����I�����о����Ⱥ������˶��׆νz���p�z����zխ�g϶���әC�^��Ŀǰ�����I�����о������Ƶ�խ�g϶���ӳ���ˇ���b���ѽ����F�˔��ֻ����Ї���һ���͙Cе���F��˾Ҳ�������Ƶ����Tʽ�͑ұ�ʽխ�g϶���b�ã��ڰ�ƴ�Ӻ�Ͳ�w�v�p�������a�Ы@�Ñ��á�
���������m���aƷ�Y���IJ���׃�����e�nj�����Y���ĺ��ӣ����F�w�v�p�����^�Ͻӹܺͷ��m�h�p�ĺ��ӣ���Ҫ�_�l�ɺ����D̥������ϵ�y(�C�^���ͽz�C���Դ)�����Ӳ������Լ�����׃λ���������O��f�{ƥ���խ�g϶�ԄӺ���ϵ�y����HED�ͺ��ӹ���վ���Mһ���U��խ�g϶���ӹ�ˇ������Y�����������еđ��á�
�������˿˷�����Ó�����ں����^�̎������|���[�����˂����H�ĺ����^���Ќ��r�z�y��Ó���ԃ����ĺ������Ƶȷ����¹���ͬ�rҲ��խ�g϶MAG����խ�g϶��zTIG����խ�g϶�����¹�ˇ�_�l�����˺ܶ�����M��խ�g϶MAG����խ�g϶��zTIG���ȹ�ˇ���Ա���Ó���Ԏ������|���[���������ڴ����w�R���۷�Ч�ʵ͵Ȳ��㣬һֱ�]����偠t�������������O���Ы@�Ì��H���̑���(Ҋ�D7���D 8)��
����5. �ܰ�ȫλ�ú���
�������ړQ�����aƷ���Q����c�ܰ��g�ĺ��p�|��ֱ��Ӱ푵��aƷ���|����ʹ�É��������ڹܶ˽Ǻ��p�����ú��l늻������ֹ� TIG���������p���^�|����a����ס�δ�ۺϵȺ���ȱ�ݣ������|�����������ڳ��Sǰ��ˮ��ԇ��ʹ���^�������װl��й©��
�������Mһ����߹ܶ˽Ǻ��p�|������ߺ����Ԅӻ�ˮƽ�����S���_�l�����˹���-�ܰ�ȫλ���ԄӚ廡����ˇ�����Ì��C��C���ˁ���ɹܶ˺��ӣ��Ķ���׃�˓Q�����ܶ��ֹ����ӵ������档
���������I�����о�����ɽ�|��W�Ȇ�λ�քe���ڙC���˺�ҕ�X�����_�l���܉��Ԅ�Ҏ��·������λ�ȹ��ܵĹܰ�C���˺��ӹ���վ�����F�ܰ��ԄӺ����M�����ܻ��r��(Ҋ�D9)��
����6. �ӹ��R���������Ԅӻ�����
����偠t����Ͳ�����վ������������ʯ�������ϴ�ֱ���ӹܵĺ����Ǻ���������켼�g�P�I֮һ�����к��ӹ������ڄӗl����(�ߜغ���)�����g�y�ȸߡ��|��Ҫ���������c���� 560T��ڼӚ䷴�����ӹܹ����ں��210mm��ֱ���_690mm�����|��2.25Cr-1Mo���Ϻ�偠t�S����˾��������λ�����˴�ֱ���ӹ��R���ͺ��p�������C�����ÙCеʽ�R����ۙ�C�������������º������º����ٶ��a�����ܣ��Ա��C���������º������º��r���p���ε�һ����(Ҋ�D10���D11)��
����ԓ�O���ں��偠t�Ͳ�½��ܺ�560T��ڼӚ䷴�����Ȼ����߉������ӹܹ��������еõ����H���ã�����h偠t���|��偠t�������������Ї�һ�ص�偠t���c������I�@�����ƏV���á�
����7. H�ͳ�Ƭ�ܼ���ιܓQ�����ĺ���
������������偠t����Ҫ���ƓQ�Ჿ����H����Ƭ�ܺ���ιܓQ���������ܟ���e�Q��Ч�ʸߵă��c��H����Ƭ�ܵăɂ���Ƭ����Σ����������Σ���߅�L�s���ܵăɱ����ٔUչ���ܟ��档H����Ƭ�ܲ����W����躸��ˇ���������p�ۺ��ʸߡ��������ȴ������õğ�������ܡ�H����Ƭ��߀��������p�ܵ�“�pH”����Ƭ�ܣ���Y���Ą��Ժã����ԑ����ڹ����^�L�Ĉ��ϡ���ι����Q��Ԫ��������ι��ԄӺ��C��һϵ�ЈA�����ķ��͈A�ܵȷֻ������͈A�ܵȷֺ�����䓹ܱ��棬���и���ĔUչ���桢����С���Q��ϵ������������������Y���o������λ�Q�������ٺ����͵ȼ��g���c���e�m���ڸ�ճ����Ʒ����ԭ�͡����͵Ƚ��|�ď���������ϡ�
�������P֪�R���]�����ӹ�ˇ����Փ�İl��Щ�ڿ�
����H�γ�Ƭ�ܡ���ι����a�ij�Ƭ����ᘵě_�����ϣ������әC�^���ϡ�䓹ܹ��o�����b��λ�A�o�����ӵȹ����ѽ����F�˟o��ֵ�ص�ȫ�Ԅӻ����ӣ�����Ч�ʸߣ������|����������Ʒ�ʸ�(Ҋ�D12���D13)��
��������偠t���������ȱڶѺ����g
������ʯ���ИI��һЩ�Ӛ��O�䡢�������Լ������O��ȉ��������У��ȱ�һ�㶼Ҫ����öѺ����g�Ѻ��W���w���P䓻��������g���ϣ��������ߜء��͛_�g�IJ��ϣ������L�O���ʹ�É�����
����1. ���w��赎��O�Ѻ�
�������������ȱڴ���e�Ѻ����f�����O�ԄӶѺ����g����Ч�ʸߡ��Ѻ��ӃȲ��|�����Ѻ�����ƽ���⻬��ϡ��ʵ͵��@�����ݡ����O�Ѻ����Է֞����ԄӶѺ�������Ѻ��ɷN������Ѻ����к�������\��ϡ��ʵ͡��Ѻ��ӱ������ƽ���⻬�ȃ��c��������ڟ�ݔ������ߴ纸���Ѻ����a���䄃�x�IJ��㡣���˱��C�Ѻ����|�������ڴ�ߴ纸���Ѻ�һ��������ԄӶѺ����Ѻ�ʹ�õĺ����ߴ磬������ʹ�õ�����_75mm ���ĺ����������������ʹ�õ� 150mm���������ȱڶѺ���һ������^�ɌӼӱ�ӵ��p�ӻ���ӶѺ�������ijЩ������������Ҫ��Ҳ�ѳɹ��_�l���ΌӜ\��������Ѻ����g��
����2. Сֱ���܃ȱ�TIG��z�Ѻ�
����С�ڏ��܃ȱڲ��P䓶Ѻ����ڲ��ú��l늻�������������Ч�ʵ͡��Ѻ��|�����ױ��C�Ć��}�����Ҍ���ֱ��С���L���^�L�Ľӹܟo�����F�ȱڶѺ���20���o80������ڣ��m��ʯ���O��S���ձ�ُ����һ�_С�ӹ܃ȱڽz�O�廡���O�䣬��Q�˼��LСֱ���ӹ܃ȱڟo���M�в��P䓶Ѻ����y�}�����ȹ����I�����о������^������аl�����Ƴ���Сֱ���ӹ܃ȱڶѺ��C�����Ԍ��F�ȏ�50mm���ϵĽӹ܃ȱڶѺ������жѺ�Ч�ʸߡ��|���á�����ƽ�����^�ă��c����ȫ�_������С�ӹ܃ȱڶѺ��Ĺ�ˇˮƽ(Ҋ�D14)��
����3. ���܃ȱڵĶѺ�
����ֱ�܃ȱڶѺ��������^���ף������܃ȱڶѺ����ڃȱڲ�λ���������ĽǶȶ������ஔ���y�ȡ����ڲ�ͬ�Ƕȵď��ܣ�������ȱڵČ��H��r������ò�ͬ�ĺ��Ӽ��g��Ŀǰ�҇����ڏ��܃ȱڵĶѺ����g�о��ѽ���u���졣
����( 1 ) 3 0 °���܃ȱڶѺ� 30°���܃ȱڶѺ�������90°���܃ȱڶѺ�����Ҫ;������90° ���ָܷ��3�Σ��քe���F30° ���ܵăȱڶѺ���Ȼ���ٽM����һ90°���w���ܣ��亸���|���c�M���O���ஔ��ͨ�^�������C���������S�f�{�\���������A�O�����Wģ�ͣ������I�����о��������Ԅ�TIG�h�ζѺ��_�l���� 30°���܃ȱڶѺ����g���������aЧ���^�ߡ����p�|���ױ��C�����c����D15��ʾ��
����(2)45°���� ���Ȼ��ں����[�ӹ����Ҕ[���S���ܰ돽�Ƀȵ�����u׃�Ѻ��������Ų������C�ȱڸ��c�Ѻ����һ�¶��_�l���ζ�45°���ܵĶѺ��O�䣬׃λ�F����һ��45°���ܵĶѺ����I���Ķ����F90°���ܵăȱڶѺ�����D16��ʾ��
����(3)90°���܃ȱڶѺ� ᘌ����͉���������90°���܃ȱ����g�ӶѺ������L���Ѻ��|�����ױ��C�ļ��g���}���Ї�һ���c�����I�����о����ϻ��ڏ���ĸ���v��Y����ͨ�^���S׃λ�C�������c�M�����D���ӣ��_�l��90°���܃ȱ��Ԅ�TIG�Ѻ���ˇ���b�䣬���F90°���܃ȱڸ�Ч�����|���Ѻ����p���˽M�b���p�������������ˉ������� 90°���܃ȱڶѺ�Ч���c�|��(Ҋ�D17)��
����4. �ӹܡ����mˎо���z���w���o�Ѻ�
��������������aЧ�ʣ������I偠t�S���⻯�t�Ѓȏ� 175~370mm�Ľӹܲ���ˎо���z MAG����ˇ�M�����ԄӶѺ�����������������1.5t��25t���Ԅ� MAGˎо���z�Ѻ��b�ã��ɹ�������c�⻯�t���w�ຸ�ĸ��N�ӹ��c���m(����ֻ)�ĶѺ����a���mʯ�SҲ��ˎо���zCO2���w���o���P䓶Ѻ���ˇ�ɹ������ڼӚ䷴�����ӹܵăȱں��ӣ����s�˴������P�呼������������a�ɱ������п��^�Ľ���Ч�档
����ˎо���z���w���o�����^�������ښ����ϱ��o�����p�⻬ƽ�����۷�Ч�ʸߣ�������ѱ��V�����ڲ��P䓣��e�ǽӹ܃ȱڼ����m�ܷ��治�P䓽Y���ĶѺ�����һ헃��|��Ч�ı���Ѻ����g�����ЏV韵đ���ǰ����
���������˹��������g������ϵ�y��偠t�����������������еđ���
�����F�������Ԅӻ�����Ҫ��־�Ǻ����^�̿���ϵ�y�����ܻ����������aϵ�y�����Ի��Լ��������aϵ�y�ļ��ɻ������ڿɾ������������̎��C���Ԅӿ��Ƽ��g��Ӌ��C���g���ں������a�еđ��ã�ʹ�������������^���к����Ԅӻ����g�õ��˺ܴ�lչ��
����1. �����^�̿��Ƽ��g
�������p��ۙ�Ǻ����Ԅӻ�����ϵ�y��һ����Ҫ�M�ɲ��֣������F�����������a�^�̵ĺ����Ԅӻ����x���h��Ŀǰ�����õĺ��p��ۙϵ�y��Ҫ�������|ʽ�ͷǽ��|ʽ�ɷN��͡�
�����ں�ډ����������ӕr�����|ʽ��ۙϵ�y�������c�̺��c����K�l�������F���Լ�Ͳ�w���ڵęE�A�������������l���S���Ƅӡ�
�����ǽ��|ʽ��ۙϵ�y�֞鳬��ʽ���l��ʽ�����ʽ��늻����к�ҕ�X����ʽ��ۙϵ�y��ֱ��늻�ʽ��ۙϵ�y�Ǐĺ���늻�����ֱ����ȡ���pλ��ƫ����̖�����Ի��ڜy�������������늉����ͽz�ٶȁ�Ӌ�㹤���c���z֮�g�ľ��x��������ģ�����Ƽ��g���F���p��ۙ������ҕ�X���������S������Ϣ�������ܺ����о��ˆT���Pע�����ڑ����^������Ҫ�˷����⡢�ߜء����m���w�R����Ӻ�늴ň��ĸɔ_��ʹ�������ľ��ȡ����ɔ_���ܺ��`�����ܵ���ͬ�̶�Ӱ푡�
�����S��Ӌ��C��Ϣ���g�İlչ�����͂��з�ʽ���о������p��ۙ���g�����ډ��������ИI�õ��V���đ��ã��Ķ��Mһ����߉������������^�̵��Ԅӻ������ܻ��̶ȡ� ——Փ�����ߣ��؇�������أ��C��ܣ�������
SCISSCIAHCI