�l���r�g��2021-10-08���ٷ�����̎��QՓ���g�[��1��
ժ Ҫ�� ժҪ�����ö�x��僼��g�ڝB���^���50BA䓱����Ƃ���CrAlNͿ��;Ȼ������@Ӳ�Ȝyԇ�x��Ħ��ĥ�pԇ�C�yԇ���w���B���Ӽ�Ϳ�ӵ����W��Ħ������;�����Ò�����R(SEM)��Ϳ�ӱ�����ò�M�б������^��ԇ��ĥ�p��ò����������ĥ�p�C�����Y���������^֮�ڝB
����ժҪ�����ö�x��僼��g�ڝB���^���50BA䓱����Ƃ���CrAlNͿ��;Ȼ������@Ӳ�Ȝyԇ�x��Ħ��ĥ�pԇ�C�yԇ���w���B���Ӽ�Ϳ�ӵ����W��Ħ������;�����Ò�����R(SEM)��Ϳ�ӱ�����ò�M�б������^��ԇ��ĥ�p��ò����������ĥ�p�C�����Y���������^֮�ڝB���Ӻͻ��w�����Ƃ��CrAlNͿ��Ӳ����ߣ��Ȼ��w��Ӳ�������5.2��;Ϳ�ӵ�ĥ�p�̶����@��ͣ�50BA䓱�����|�����@�õ����ƣ���ĥ�Եõ��˘O��������
�����P�I�~����x���;�B����;CrAlNͿ��;Ӳ��;��ĥ��
������x���Ĥ����������ڸ���l�������û����늼��gʹ�t�Ț��w���Ĥ���ϰl���x�����Z���вģ�ʹ�в��x�ӵõ��������Ó�x�вģ����ڻ��w�ϳ��e�γ�һ�N�߽Y�϶Ⱥ����ܾ���ı�Ĥ��[1]������������ö�x��僼��g�M�б�����Եđ���Խ��Խ�V������[2]���ö�x��僼��g��316L���P����Ƃ���CrCNͿ�ӣ��ڏ�����Cr7C3��̼����ȶ�N���������£�CrCNͿ�ӵ�Ӳ�Ⱥ���Ħ��ĥ�p���ܵõ����@������ߡ�ꐏ�܊��[3]���ö�x��僼��g��316L���P䓻��ױ����Ƃ���CrN��CrAlN��CrN/Cr��3�N���ӵ����t��Ӳ�|Ϳ�ӣ��l�F3�NͿ�Ӿ����F�����õ�Ħ���W���ܺ��^�͵�ĥ�p�ʡ�50BA̼�ؽY��䓵ď����^�ߺʹ����^�ߣ����ڱ����㲿����ʹ�ã�Ȼ����ʹ���^�����y�������������g��ĥ�p�Ȇ��}��������50BA䓱����|�����@�÷dz���Ҫ����־����[4]���Ï����}�_�������50BA��M�б�����ԣ��l�F���^50���}�_̎������Ӳ�Ⱥ���ĥ�Եõ��������ߡ�CrAlNͿ��[5-11]��Ŀǰ�о��^��V����һ�N������Ϳ�ӣ������^�ߵ�Ӳ�Ⱥ���ĥ���ܡ������W���о����ǻ���Cr��Al��Ti�ȺϽ�Ԫ�����ö�x��僼��g����M�б�����ԡ�50BA䓻��w���Ȳ��ߣ����ֱ���M�ж�x���Ϳ�ӣ���ʹ���^��������Ó�䣬��˱��Č�50BA��x�ӝB��̎�������M�ж�x��僼��g���Ƃ�CrAlNͿ�ӣ��о��˝B��̎���Ͷ�x���CrAlNͿ�ӵ��@Ӳ�Ⱥ�ĥ�p���ܣ����ڞ鹤�I���a�����ṩ������
����1ԇ���ϼ��^��
����ԇ���õĻ��wԇ�Ӻ�Ȟ�5mm��ֱ�����20mm��50BA䓈AƬ�����Ό�ԇ���M�е��x�ӝB���Ͷ�x��僼��g�Ĥ̎������x����O�����Ҫ�����飺��ն�3.9×10-3Pa���t�Ȝض�450�棬�o�����w��Ar��N2���}�_ƫ��-100V���Ĥ�r�g60min��CrAl�л���60A��
��������HVS-1000�͔��@�@Ӳ��Ӌ����Ʒ�M�б����@Ӳ�Ȝyԇ��ԇ���飺���ɕr�g10s���d��ȡ50N��ÿ����Ʒ�y��7�Σ��Y��ȡƽ��ֵ������ֱ�����6mm��Si3N4�մ�����HSR-2M��������Ħ��ԇ�C����Ʒ�M��Ħ��ĥ�p���ܜyԇ��ԇ���飺�d��200N��Ħ���r�g60min�����ͻ���λ��10mm������JSM-6460LV������R(SEM)��ĥ�۵ı����^��ò�M���^�졣
����2ԇ�Y���c����
����2.1�@Ӳ��
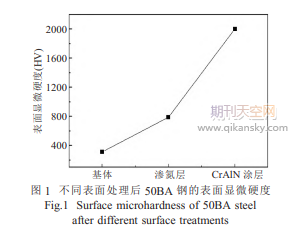
�����D1�齛�^��ͬ����̎����50BA䓵ı����@Ӳ�ȡ�ԭʼԇ�ӵı����@Ӳ��ƽ��ֵ��310HV;���^�B��̎���^�B���ӵ�Ӳ��ƽ��ֵ������ߣ��_����787HV�����^��x��僼��g̎����CrAlNͿ�ӵ�Ӳ��ƽ��ֵ��ߣ��_����1942HV����Ҋ���B�����cCrAlNͿ�ӵ�Ӳ��ƽ��ֵ�քe�Ȼ��wԇ�ӵ���s1.5����5.2�����ɈD1��֪�����w���^�B��̎���^�B���ӵ�Ӳ���������ߡ��@������ڵ����^���У�N�cFe��C�l���������ڽ��ٱ���������һ�N�B�m�ĵ�����ӣ������Ӳ�ȵ����ߡ����^��x����Ƃ��CrAlNͿ������^�ڻ��w�͝B��̎���^��ĝB���ӣ���Ӳ�ȵõ��˺ܴ�̶ȵ�����������@�N��r��ԭ��������S��Al�ļ��룬������u�pС�����Ͼ����ߴ��ȜpС������һ������Al�������þ������������Ϳ�ӵֿ�׃�ε�����;���Ҿ���С��Ĥ��������������Ĥ�ӵ����L�������γɽ�׃��������ʹ��λ�e�\�����裬����Ϳ�ӏ�������ˣ�CrAlNͿ��Ӳ�ȵ�����Ǿ����׃�;���������ͬ���õĽY��[11-14]��
����2.2Ħ��ĥ�p����
������ͬ����̎����50BA䓵�Ħ��ĥ�p׃��������D2��ʾ���ɈD2��Ҋ�����w��ƽ��Ħ��ϵ����0.46���B���ӵ�ƽ��Ħ��ϵ����0.55��CrAlNͿ�ӵ�ƽ��Ħ��ϵ����0.40����ĥ�p���_ʼ�A�Σ����ڱ��治ƽ��������Ħ�����cĤ�Ӳ�����ֱ�ӽ��|������Ħ��ϵ���^С�����S��ԇ���M�У������Ӱ����غ��Բ�Ӌ��Ħ��ϵ���_ʼڅ�ڷ���[15]��
����2.3�^��ò
�����D3��CrAlNͿ�ӵ��^������ò���ĈD3�ɿ�����CrAlNͿ�ӵı����^ƽ�����M���������ܣ����Ǵ��ڴ����İ�ɫ���w����ʹ��Ϳ�ӵı����|���������������½������w�����F����������ö�x��僼��g�Ĥ���^���У��вı���R������Ĵ��۵���ԇ�ӱ���ͣ���γɵ�[16]��
�����D4�����ĥ�۵�SEM��Ƭ���D5��Vision��Xܛ��ģ�M�@�õ�ĥ�p������Ƭ���ĈD4��֪��������ĥ�ی�����u׃խ��ĥ�p�����u׃�\����Vision��Xܛ�������y�û��wĥ�ی��Ȟ�473.3μm���������;������ĥ�ی��Ȟ�384.5μm����ȴ�֮;CrAlNͿ��ĥ�ی��Ȟ�264.3μm�������\���ɴ˿���֪�����^�B��̎���Ͷ�x��僼��g̎���^��50BA�ԇ����ĥ�����εõ���һ���̶���ߣ�ԇ��ĥ�p�̶����ν��ͣ�����CrAlNͿ�ӵ���ĥЧ������@����
�������P֪�R���]����ô�x��Ͷ����s־�l��Փ��
�������Mһ��̽ӑ���w���B���Ӻ�CrAlNͿ�ӵ�Ħ��ĥ�p�C�����D6��50BA䓱���ĥ�۵��^SEM��Ƭ���Y�ψD4�͈D6��֪�����w�����ϴ����^����^��Ą���ӣ��ɴ˿���֪�����w�������Ҫĥ�p�C�ƞ�ĥ��ĥ�p�̈́���F���ճ��ĥ�p�Ļ����ʽ�����^�B��̎���^��ı�����F�ı��^ƽ������������������@����ϬF������S��ɫӲ�|�w�����ɴ˿���֪���B��̎���^��ı�����Ҫĥ�p�C�ƞ�ĥ��ĥ�p��ĥ�p�̶������p�p����x��僼��g̎���^��ı���t���F�ı��^ƽ����ֻ���ڳߴ��^С�Ą���ӣ��ɴ˿���֪����x��僼��g̎���^��ı�����Ҫĥ�p�C��Ҳ��ĥ��ĥ�p���������ڝB��̎���^��ı�����ã�ĥ�p�̶��Mһ���p�p��50BA䓱�����|�����@�õ����ƣ���ĥ�Եõ��˘O��������
����3�YՓ
����(1)�B��̎����50BA䓵�ƽ���@Ӳ���_����787HV����x���CrAlNͿ�ӵ�ƽ���@Ӳ���_����1942HV�������ڻ��wԇ�ӣ��B�����cCrAlNͿ�ӵ�Ӳ��ƽ��ֵ�քe����˼s1.5����5.2����
����(2)���^�B��̎���Ͷ�x��僼��g̎���^��50BA�ԇ�ӱ���Ӳ�|�w���Ĵ�����ʽ�õ��˸��ƣ����ҽ��^��x��僼��g̎���^���50BA�ԇ�ӱ������������@�����^��ò���Կ�����ĥ���Є���F���˺�ѬF����u��ʧ��ĥ�p�����u׃�\��ĥ�p������u׃խ�����^�B��̎���Ͷ�x��僼��g̎����50BA�ԇ����ĥ�����εõ��˸���̶���ߣ�ԇ��ĥ�p�̶����Μp�p��——Փ�����ߣ��T����1,��־��1,2,Ϳ��1,��嫽�3,�O����3,�ȫ��3,������3,�x���4
SCISSCIAHCI