�l���r�g��2022-02-09���ٷ��늹��QՓ���g�[��1��
ժ Ҫ�� ժ Ҫ�����ò�ͬ��ʼ呜ضȡ��K呜ضȺ�����ٶ��M���� 6061-VIn ��܇���X�Ͻ�������Σ����M����ĥ�p���ܵĜyԇ�ͷ������Y���������Sʼ呜ضȡ��K呜ضȺ�����ٶȵ����ӣ��X�Ͻ�ԇ�ӵ�ĥ�p�w�e�ȜpС��������ĥ�p�������������½��� �� 480��ʼ呜ضȡ�360��K�
����ժ Ҫ�����ò�ͬ��ʼ呜ضȡ��K呜ضȺ�����ٶ��M���� 6061-VIn ��܇���X�Ͻ�������Σ����M����ĥ�p���ܵĜyԇ�ͷ������Y���������Sʼ呜ضȡ��K呜ضȺ�����ٶȵ����ӣ��X�Ͻ�ԇ�ӵ�ĥ�p�w�e�ȜpС��������ĥ�p�������������½��� �� 480��ʼ呜ضȡ�360��K呜ضȺ� 15 mm/s ����ٶ���ԇ�ӵ�ĥ�p�w�e��С��ĥ�p������á� ������� 6061-VIn �X�Ͻ�ԇ�ӵ���칤ˇ������ 480��ʼ呜ضȡ�360��K呜ضȡ�15 mm/s ����ٶȡ�
�����P�I�~���X�Ͻ�;ʼ呜ض�;�K呜ض�;����ٶ�;ĥ�p����
�����X�Ͻ�����ܶȵ͡�����Ûϵ��С�����g���ӹ����ܺá����յ����c���ں��캽�ա��Cе����ӡ���܇���^���I�õ��˘O����ƏV�͑���[1-3]�� �e�ǽ�����ᳫ��܇�p������ ܇�����㲿���|���Ĝp�p�����ڜp���ͺĺ���Ⱦ���ŷţ� �����܇���X�Ͻ�đ���Խ��Խ�V��[4]�� �X�Ͻ�Ӳ�Ⱥ͏��Ȳ��ߡ���ĥ�p������ʹ����ĥ�p���ܱ��F���dɫ��Ӱ������Mһ���İlչ[5]�� Ŀǰ��܇���X�Ͻ�֞��T�������T����ڿs�ס����ɵȽM��ȱ�ݣ�������칤ˇ���a�ӹ���܇�X�Ͻ���� �܉��X�Ͻ��Ȳ��ľ����M���������@Ӳ�Ⱥ����ԣ������C�����ܣ����ҹ�ˇ���̺��Ρ��ɱ��������m����܇���X�Ͻ���Ĺ��I�����a[6-7]�� �b���˂�����܇�İ�ȫ�����m�����ܵȷ���ĸ�Ҫ���ڴˣ����IJ��ò�ͬ����칤ˇ��������܇�������X�Ͻ��M���������Σ� ���ڃ�����칤ˇ��
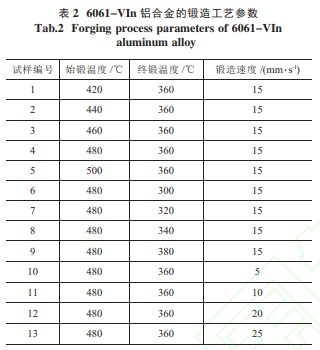
����1 ԇ���ϼ�����
�����о������6061-VIn �X�Ͻ𣬾��w�ɷ�Ҋ�� 1�� 6061-VIn �X�Ͻ����칤ˇ���̞飺���ձ� 1 �ɷ�����M�зQ������ԭ�����������M�мӟ��ۻ����o�ú��Fģ��ע�ɈA�����V�����ߴ�� ��50 mm×300mm;���T�V�L�Ⱦ��� 3 �ݣ��A��ģ�ߣ��� 1/3 �V���������Ƶ�ģ�߃ȣ� �ډ����C������ ��85mm×34.5 mm�� ����ԇ�Ӿ�δ�M�П�̎���� ���ԇ�r������ģ���A��ض� 250�治׃����׃ʼ呜ضȡ��K呜ضȺ�� �� �� �� �� 6061-VIn �X �� �� � �� �� ˇ �� �� Ҋ�� 2��
������ 6061-VIn �X�Ͻ�呼��в����S����ȡĥ�pԇ������С�� ��15mm×5mm�� �� M2000 ��ĥ�pԇ�C���M�и�Ħ��ԇ ��ĥ���Ϟ�ֱ�� 40 mm �A�h��ʩ�Ӵ�С�� 100 N �d�ɵ�����ĥ�p�棬ĥ�p�r�g 20 min���D�� 250 r/min�� ��Ħ��ԇ�ǰ���������ƽ�քe�Q����ӛ�ԇ�����|����Ӌ��ĥ�p�w�e��ԇ�������r�� AMRA-1000B �͒�����R(SEM)�^�졣
����2 ԇ�Y����ӑՓ
����2.1 ʼ呜ض��µ�ĥ�p���ܜyԇ
����6061-VIn �X �� �� ԇ �� �� 360��K � �� �� ��15 mm/s ����ٶ��£�����ͬʼ呜ض�����ĥ�p����Ҋ�D 1�� �ںϽ�呉��^���У�420��500��ʼ呜ضȷ����ȣ� ԇ�ӵ�ĥ�p�w�e����u�pС������ �� 24× 10-3��13×10-3 mm3 ׃���� ��ĥ�p���ܱ��F�����½��������� 420��ʼ呜ض��µ�ĥ�p�w�e�yԇ�Y���� 24×10-3mm3 �� 480 ��ʼ呜ض���ԇ�ӵ�ĥ�p�w�e��С�� �� 13×10-3 mm3 �� �� 420��ʼ � �� �� �r �p С �� 45.83%���˕r��ĥ�p������á�
����2.2 �K呜ض��µ�ĥ�p���ܜyԇ
������ 480��ʼ呜ضȡ�15mm/s ����ٶ��£� ����ͬ�K呜ض����� 6061-VIn �X�Ͻ�ĥ�p����Ҋ�D 2�� �� 6061-VIn �X�Ͻ�呉��^���У�300~380��K呜ضȃȣ�ԇ�ӵ�ĥ�p�w�e����u�pС�������� 25× 10-3��13×10-3mm3 ׃���� ��ĥ�p���ܱ��F�����½��� �� ���� 300��K � �� �� �� �� ĥ �p �w �e �� 25×10-3 mm3 �� 360 ��K� �ض��� ԇ �� �� ĥ �p �w �e �� С���� 13×10-3mm3 ���� 300 ��K呜ضȕr�pС�� 48%���˕r��ĥ�p������á�
����2. 3 ����ٶ��µ�ĥ�p���ܜyԇ
������ 480��ʼ呜ضȡ�360��K呜ض��£� ����ͬ����ٶ����� 6061-VIn �X�Ͻ�ĥ�p����Ҋ�D 3���� 6061-VIn �X �� �� � �� �^ �� �У�5 ��25 mm/s � ���ٶȃȣ�ԇ�ӵ�ĥ�p�w�e����u�pС�������� 13× 10-3��23×10-3 mm3 ֮�g׃���� ��ĥ�p���ܱ��F�����½��������� 5��10��15��20��25mm/s ����ٶ��µ�ĥ�p �w �e �y ԇ �Y �� �� �e �� 18×10-3��16×10-3��13×10-3�� 18×10-3��23×10-3mm3 ���ɴ˿�Ҋ��15mm/s ����ٶ���ԇ�ӵ�ĥ�p�w�e��С���� 5mm/s �r�pС�� 27.78%���˕r��ĥ�p������á�
����2. 4 ����ĥ�p��ò����
�����D 4 �� 420��ʼ呜ضȺ� 480 ��ʼ呜ض����X�Ͻ�ԇ�ӵı���ĥ�p��ò�DƬ�� 420��ʼ呜ض���ԇ�ӵı���ĥ�۴ִ�ĥ�p����;��ʼ呜ض����ߵ� 480 �棬ԇ�ӵ�ĥ���@��׃��С��ĥ�p�̶ȵõ��O����ơ� �C��֮ǰ��ͬʼ呜ض��µ�ĥ�p�w�e�yԇ�Y�����ԫ@Ϥ��480 ��ʼ呜ض���ԇ�ӵ���ĥ�p������ѡ�
�����D 5 �� 15 �� 25 mm/s ����ٶ����X�Ͻ�ԇ�ӵı���ĥ�p��ò�DƬ�� �ĴˈD���Կ�����15mm/s ����ٶ���ԇ�ӵ�ĥ���^ 25mm/s ����ٶȕr���鼚С�� ĥ�p�̶ȸ����p�� �Y��֮ǰ��ͬ����ٶ��µ�ĥ�p�w�e�yԇ�Y�����ԫ@Ϥ���ă��� 6061-VIn �X�Ͻ�ԇ�ӵ���ĥ�p���ܳ��l�� ����ٶȃ��x�� 15 mm/s��
����3 �YՓ
����(1) �Sʼ呜ضȡ��K呜ضȺ�����ٶȵ����ӣ� 6061-VIn ������܇�X�Ͻ�ԇ �ӵ�ĥ�p �w�e�ȜpС��������ĥ�p�������������½���
����(2) �c 420��ʼ呜ض���ȣ�480��ʼ呜ض���ԇ�ӵ�ĥ�p�w�e�pС�� 45.83%;�c 300��K呜ض��� �� ��360 ��K � �� �� �� ԇ �� �� ĥ �p �w �e �p С �� 48%;�c5 mm/s ����ٶ���ȣ�15 mm/s ����ٶ���ԇ�ӵ�ĥ�p�w�e�pС�� 27.78%��
����(3)����� 6061-VIn �X�Ͻ�ԇ�ӵ���ĥ�p���ܳ��l����칤ˇ�������x�飺480��ʼ呜ضȡ�360�� �K呜ضȡ�15mm/s ����ٶȡ�——Փ�����ߣ��Ζ|�� 1 , ������ 2
���������īI��
����[1] ꐿ��|����y�ˣ���Сƽ����.����̎�팦������� 7A04 �X�Ͻ�M�������ܵ�Ӱ�[J].��ɫ���ٹ��̣�2016��6(5)��1-4.
����[2] ��?�����d�𣬏����x����.���� 7005 �X�Ͻ�D���ͲĔ�����L�ʵĹ�ˇ[J].�p�Ͻ�ӹ����g��2014��42(10)��46-49.
����[3] �� �d ��.�X�Ͻ�������a��ˇ�о�[J].܊����ü��g�c�aƷ��2016(4)��76.
����[4] �ܹ���.�V�Ͻ��T������܇���I�еđ����c�о���r[J].��܇��ˇ�c���ϣ�2016(3)��56-60.
����[5] ���d���T�����Oٝ��.6061 �X�Ͻ��ڶ�������^�����@�M���c�������ܵ���׃ [J]. �C е �� �� �� �� ��2018��42 (7)�� 73-77.
����[6] ������˾�˳�������܊����.����̎����ˇ�� Al-7Si-1.6Cu �Ͻ�M�������W���ܵ�Ӱ�[J].���ό���2017��31(4)��70-74.
����[7] ����������Ⱥ���R־������.�D���T�� 2A50 �X�Ͻ�ğ�̎����ˇ[J].�طN�T�켰��ɫ�Ͻ�2010��30(4)��339-341.
SCISSCIAHCI