�l(f��)���r(sh��)�g��2020-04-14���ٷ���Ƽ�Փ���g�[��1��
ժ Ҫ�� ժҪ:�O(sh��)Ӌ(j��)��һ�N����׃�l��RS485ͨ�ŵ��Ԅ�ץ�ޙC(j��)����ϵ�y(t��ng)��ԓ����ϵ�y(t��ng)�У�PLCͨ�^RS485�����������|�������ⲿ�����Ԫ�Ŀ�����Ϣ�͔�(sh��)��(j��)�����F(xi��n)��׃�l����ͨ�^I/O��ʽ���ƬF(xi��n)�����ཻ������늙C(j��)���ŷ�늙C(j��)�����M(j��n)늙C(j��)���M(j��n)����(sh��)�F(xi��n)ץ�ޡ����ޡ���ȥ�s�|(zh��)�ͻ��ԭ��
����ժҪ:�O(sh��)Ӌ(j��)��һ�N����׃�l��RS485ͨ�ŵ��Ԅ�ץ�ޙC(j��)����ϵ�y(t��ng)��ԓ����ϵ�y(t��ng)�У�PLCͨ�^RS485�����������|�������ⲿ�����Ԫ�Ŀ�����Ϣ�͔�(sh��)��(j��)�����F(xi��n)��׃�l����ͨ�^I/O��ʽ���ƬF(xi��n)�����ཻ������늙C(j��)���ŷ�늙C(j��)�����M(j��n)늙C(j��)���M(j��n)����(sh��)�F(xi��n)ץ�ޡ����ޡ���ȥ�s�|(zh��)�ͻ��ԭ�ϵȲ���;ͨ�^TPC�|�����к��εĈD�κ��ɫֱ�^��(sh��)�r(sh��)�O(ji��n)��ץ�ޙC(j��)�\(y��n)�Р�B(t��i)�ͅ���(sh��)��Ϣ�����������˙C(j��)��������.��(sh��)�`������ԓϵ�y(t��ng)��������ץ�ޙC(j��)����ϵ�y(t��ng)���Ԅӻ�ˮƽ�;W(w��ng)�j(lu��)ͨ���������������Σ��S�o(h��)���㣬�\(y��n)�з�(w��n)���������ƏV��(y��ng)�Ãr(ji��)ֵ.
�����P(gu��n)�I�~:RS485;�Ԅ�ץ�ޙC(j��);FR-E700׃�l��;TPC7062TI;FX3UPLC
�����Ԅ�ץ�ޙC(j��)�Ǽ����ӹ��ĵ�һ���������ڼӹ��ޡ����ͻ��w�����L���wԭ�ϣ�����ץ�ޡ����ޡ���ȥ�s�|(zh��)�ͻ��ԭ�ϵȹ��ܣ������ӹ��������dz���Ҫ������.�����O(sh��)Ӌ(j��)��һ�N����׃�l��RS485ͨ�Ź��ܵ��Ԅ�ץ�ޙC(j��)����ϵ�y(t��ng)����ְl(f��)�]׃�l����ͨ��������Ƕ���MCGS�����`��Ŀ�ҕ���������棬���Ԍ�(sh��)�r(sh��)�ھ��@ʾϵ�y(t��ng)�\(y��n)�Р�B(t��i)���鲻ͬ���e�Ñ��O(sh��)����ͬ�IJ�����(qu��n)�ޣ����C��ϵ�y(t��ng)������ȫ�ԣ����������ץ�ޙC(j��)�Ĺ���Ч�ʣ���������I(y��)���Ԅӻ�ˮƽ.
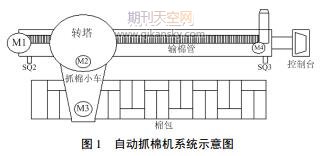
����1ץ�ޙC(j��)��ϵ�y(t��ng)�Y(ji��)��(g��u)������Ҫ��
�����g϶�½���ץ�ޱێ���ץ��С܇ͨ�^�D(zhu��n)���Ƅ����ץȡ����ץȡ�����w�S���Kͨ�^�L(f��ng)�C(j��)������(j��ng)ݔ�ܵ������µ��C(j��)�_���M(j��n)һ���ӹ�.ԓϵ�y(t��ng)���D(zhu��n)����ץ�ޱۡ�ץ��С܇��ݔ�ܵ��ͳ��ڵȲ��ֽM�ɣ���D1��ʾ.
�����Ԅ�ץ�ޙC(j��)ϵ�y(t��ng)����Ҫ������:ץ��С܇�S�D(zhu��n)������������(f��)�\(y��n)�ӣ����ް��M(j��n)��ץȡ��ץ��С܇ÿץ��һ���г̣�ץ�ޱ��½�һ���߶ȣ�Ȼ�����^�m(x��)ץ�ޣ�ץ��С܇ץ��������(j��ng)�L(f��ng)�C(j��)�����Sݔ�ܵ�ݔ�͵�����.�Ԅ�ץ�ޙC(j��)����ϵ�y(t��ng)�߂�ɷN����ģʽ��ģʽһ:�{(di��o)ԇģʽ;ģʽ��:�Ԅ��\(y��n)��ģʽ.��(d��ng)ץ�ޅ^(q��)�]������ץ��С܇늙C(j��)�ضȈ�(b��o)���r(sh��)��ϵ�y(t��ng)ֹͣ�\(y��n)�У�ͬ�r(sh��)��(b��o)��ָʾ.��ϵ�y(t��ng)��(sh��)�r(sh��)�@ʾ����ϵ�y(t��ng)�������O(ji��n)���Ԅ�ץ�ޙC(j��)�\(y��n)�Ѕ���(sh��)�͠�B(t��i).�O(sh��)�ò�ͬ���Ñ��M�������ڲ�ͬ�Ñ��M���ˆT���в�ͬ�IJ�����(qu��n)��[1]
����2����ϵ�y(t��ng)
����2.1Ӳ�������x��
��������(j��)ץ�ޙC(j��)ϵ�y(t��ng)���Ƶ�Ҫ��ԓ����ϵ�y(t��ng)��(y��ng)��Ҫ������늚���ƻ�·�M��:[2]
����(1)�D(zhu��n)�����Ƅ�늙C(j��)M1���ƻ�·.�D(zhu��n)�����Ƅ�늙C(j��)M1�(q��)�ӣ������D(zhu��n)�����������D(zhu��n)��Ҫ���_�Ķ�λ���ƣ����x��ECMA-C20604RS�_�_(d��)�ŷ�늙C(j��)����ASD-B2�ŷ��(q��)��������;
����(2)ץ�ޱ۵������\(y��n)��늙C(j��)M2���ƻ�·.ץ�ޱ۵������\(y��n)��늙C(j��)M2�x��Kinco3S57Q-04079���M(j��n)늙C(j��)����Kinco3M458���M(j��n)�(q��)������(sh��)�F(xi��n)����;
����(3)�(q��)��ץ��С܇늙C(j��)M3���ƻ�·.�(q��)��ץ��С܇늙C(j��)M3���x��YS502/4���ஐ���p��늙C(j��)�����Ʋ�ͬ��ץ���ٶ�.��PLC����ֱ���^�����ͨ�^�^������ƽ��|���Ķ�����늙C(j��)M2;
����(4)�(q��)���L(f��ng)�C(j��)늙C(j��)M4���ƻ�·.�(q��)���L(f��ng)�C(j��)�������ஐ��늄әC(j��)M4������(j��)�|�����O(sh��)��ֵ�x���L(f��ng)�C(j��)���ٶȣ��Ķ�����ݔ���ٶȣ�����FR-E740׃�l����(sh��)�F(xi��n)��ݔ���ٶȵĿ���.
����2.2�Ԅ�ץ�ޙC(j��)����ϵ�y(t��ng)�����O(sh��)Ӌ(j��)
�����������x������FX3U-48MT���w��ݔ����PLC����������ͨ�B(t��i)TPC7062Ti�|����.ԓ�|������(y��ng)�B�ӵ�PLC��RS232�˿ڣ���(sh��)�F(xi��n)�ϡ���λ�C(j��)��ͨ��.M4늙C(j��)�����|����+PLC+׃�l���Ŀ��Ʒ�������PLC������������|�������˙C(j��)�������棬ͨ�^PLC��RS-485��������׃�l���Ć�ͣ;���|�������O(sh��)��׃�l�����\(y��n)���l�ʣ����������|�����������ھ��O(ji��n)ҕ׃�l�����\(y��n)���l�ʡ��\(y��n)��������\(y��n)��늉��ȅ���(sh��)�Լ�������(n��i)������(sh��).
����ͨ�^�}�_ݔ����ʽ���Ʋ��M(j��n)�(q��)�������ŷ��(q��)�������քe���ƌ���(y��ng)늄әC(j��).���ھ��w��ݔ���͵�PLCֻ���(q��)��ֱ��ؓ(f��)�d���ʽ������|������ֱ������PLCݔ������Ҫ���g���O(sh��)ֱ���^�����ͨ�^ֱ���^������ƽ������|��.[2-4]
�������]��x���ܰl(f��)��o��ͨ���Փ�ĵ��ڿ�
��������ϵ�y(t��ng)�M�ɿ�D��D2��ʾ.
����2.3PLCϵ�y(t��ng)ܛӲ���O(sh��)Ӌ(j��)
��������(j��)ץ�ޙC(j��)����ϵ�y(t��ng)�O(sh��)Ӌ(j��)�������_���Ŀ�����I/O��ַ����������PLC�ⲿ�Ӿ��D.FX3U-32MTͨ�^FX3U-485BDģ�K�c׃�l���B�ӣ�ͨ�^RS485������(sh��)�F(xi��n)��(sh��)��(j��)���Q.[3]
����ץ�ޙC(j��)�Ĺ����^���ǵ��͵������ƣ���PLC����֞��քӺ��ԄӃɂ����֣������քӿ�����Ҫ����ץ�ޙC(j��)���{(di��o)ԇ�͙z�ޣ��������a(ch��n)���\(y��n)�����Ԅӿ��Ơ�B(t��i).������`����������Ƕ���MCGS�а�ȫ�C(j��)�ƣ��O(sh��)�ò�ͬ���e���Ñ����в�ͬ�IJ�����(qu��n)��.PLC�������O(sh��)�ñ�Ҫ�Ļ��i��ʩ.����ƪ�����ƣ�����ֻ��BPLC�c׃�l����ͨ�ų���.
����3PLC�c׃�l��RS485ͨ�ſ���
����PLC�c׃�l���ĽM�ϑ�(y��ng)���ڹ��I(y��)�Ԅӻ�����ϵ�y(t��ng)�к��ձ飬��Ҫ��ʹ��PLC���_�P(gu��n)����̖��PLC��D/Aģ�M��ģ�K��RS-485��ͨ�ŷ����ȷ�������׃�l��.��ϵ�y(t��ng)ʹ��RS-485ͨ�ſ��ƣ��Hͨһ�lͨ����|�B�ӣ�������ɂ��y(t��ng)��(y��ng)�õ����й��ܣ�߀���M(j��n)�Ѓ�(n��i)���Ĕ�(sh��)��(j��)ͨ�ţ��ɷ���؏�׃�l���Ы@ȡ���(q��)��늄әC(j��)���\(y��n)���l�ʡ�����ȸ��N����(sh��)����ֱ���@ʾ���|�����ϣ����Һ�����(sh��)�F(xi��n)��늙C(j��)֮�g��ͬ���\(y��n)��.�����B������ϵ�y(t��ng)������FX3Uϵ��PLC�c����FR-E700׃�l��֮�g��RS485ͨ�ſ���.
����3.1PLC�c׃�l��֮�g�ľW(w��ng)�j(lu��)�B��
�������ˌ�(sh��)�F(xi��n)RS485ͨ�ţ�����FR-E700׃�l��ʹ�Ã�(n��i)�õ�RS-485ͨ�Ŷ˿ڣ�F(xi��n)X3Uϵ��PLC�t�x��ͨ�ŔU(ku��)չ��FX3U-485BD������ͨ�^�W(w��ng)�����B�����w�Ӿ���D3��ʾ.[3-4]
����3.2׃�l��ͨ�Ņ���(sh��)�O(sh��)��
����PLC�B�ӵ�E700ϵ��׃�l����PU�˿ڕr(sh��)����Ҫ�O(sh��)��׃�l������(y��ng)�ą���(sh��)�����1��ʾ[3-4]
��������(sh��)�O(sh��)���ꮅ��׃�l����Ҫ�������늣��_���O(sh��)�õ�ͨ�Ņ���(sh��)��Ч
����3.3PLCͨ�Ņ���(sh��)�O(sh��)��
������_������PLC�c����׃�l��֮�gRS-485ͨ�ŵ�����ɿ��������PLC���O(sh��)��ͨ�����P(gu��n)����(sh��)���D4�o����ͨ�^GXDeveloper����ܛ���O(sh��)��PLCͨ�Ņ���(sh��)�^��[3].
����3.4PLC�c׃�l��֮�gͨ�ų����O(sh��)Ӌ(j��)
����׃�l�����\(y��n)�п���IDVRָ����ָͨ�^�ɾ��̿���������׃�l���\(y��n)������Ŀ���ֵ���뵽׃�l����ָ��;׃�l�����\(y��n)�бO(ji��n)ҕIVCKָ����ָ�ڿɾ��̿��������x��׃�l�����\(y��n)�Р�B(t��i)��ָ��.[3��5]
����4�˙C(j��)����M�B(t��i)
���������Ԅ�ץ�ޙC(j��)����Ҫ���|�����O(ji��n)�ؽ����O(sh��)Ӌ(j��)��4�����ڣ��քe�醢���x���桢�ք��{(di��o)ԇ���桢�Ԅ��\(y��n)�н���͈�(b��o)������.����ƪ�����@��ֻ�o�������x���桢�ք��{(di��o)ԇ������Ԅ��\(y��n)�н��棬�քe��D5���D7��ʾ[1��6]
����5�Y(ji��)�Z
��������׃�l��RS485ͨ�ŵ��Ԅ�ץ�ޙC(j��)����ϵ�y(t��ng)�����|����+PLC+׃�l�����Ʒ������O(sh��)Ӌ(j��)���ڶ̣����b�{(di��o)ԇ���㣬�����˙C(j��)�����������ڌ�(sh��)�F(xi��n)���бO(ji��n)�أ��������I(y��)���a(ch��n)�Ԅӻ�ˮƽ�;W(w��ng)�j(lu��)ͨ���������������Σ��S�o(h��)���㣬�\(y��n)�з�(w��n)���������ƏV��(y��ng)�õăr(ji��)ֵ.[6]