�l���r�g��2022-05-26���ٷ�����̎��QՓ���g�[��1��
ժ Ҫ�� ժҪ��ᘌ� 3D ��ӡɰ�;o���ȵ͆��}������˝L���o���·�����ͨ�^���L���o������ԭ����Փ�����Լ�ģ�M��������C�˝L���o���� 3D ��ӡ�еĿ����ԡ�ᘌ� 3D ��ӡɰ�Ͱl���������Ե��Լ�����Ć��}�����һ�N���g�W��ɰ�� 3D ��ӡ���������ÈA�Ρ����ɷN
����ժҪ��ᘌ� 3D ��ӡɰ�;o���ȵ͆��}������˝L���o���·�����ͨ�^���L���o������ԭ����Փ�����Լ�ģ�M��������C�˝L���o���� 3D ��ӡ�еĿ����ԡ�ᘌ� 3D ��ӡɰ�Ͱl���������Ե��Լ�����Ć��}�����һ�N���g�W��ɰ�� 3D ��ӡ���������ÈA�Ρ����ɷN���A�Π����ͬ�W���С�c��ͬ�W���g�Ǽܳߴ��M�оW�֣��քe�M������ɰ���ܜyԇ���������Y���������L���o���^���У�ͨ�^�{���L���Ӻ�Ⱥ͉����������Ը���ɰ�͵ď��Ⱥ;o���ʣ��Ķ���Q 3D ��ӡɰ�;o���ȵ͆��};���ÿ��g�W��ӡ�������ɽ���ɰ�͏��� 10%~50%�����ɰ������ 100%���ϣ��p��ճ�Y������ 10%~50%���m�ϱ�ɰ��ʹ�á�
�����P�I�~�� 3D ��ӡɰ��;�L���o��;���g�W��
����1 ǰ��
����3D ��ӡ���g��Դ�� 20 ���o 80 ��������������^��ʮ��İlչ���F������܇����Դ���t�������պ�����I��V�����á����y�T���ИI�У���ͨɰ���T��sռ�� 60%��ɰ�������^�̱����J���DŽڄӏ��ȴh�����ӵĭh�������h�������⣬���yɰ���T��߀��������ģ�������L��ɰ�ͳߴ羫�ȵ͡��aƷ���Բ�[1] �Ȇ��}��
����3D ��ӡɰ�Ͳ��Ô��ֻ���ʽ��ݔ����ʡ����Ϣ�����r�g��ʡ��������ģ�͵ĭh�����������a�h���á�ɰ�ͳߴ羫�ȸߡ��C���`����T�����c�����õ��ռ�����[2-3]��
�����F�е�ɰ�� 3D ��ӡ���g�Դ���һЩ���}��3D ��ӡɰ����ͨ�^��Ϳ�������ķ�ʽ����ճ�Y�����o���_�����y���ͷ����Ļ�ɰЧ���;o����;3D ��ӡɰ�����܆�һ���o���_�����y���ͷ�������ɰ����ɰЧ��;���⣬3D ��ӡɰ������ԭɰ�����^�ͣ����Ժ����ԲҲ���y�M������T��ʹ��Ҫ��
����ᘌ� 3D ��ӡɰ�;o���ȵ͆��}�����������һ�N�L���o���·���;ᘌ� 3D ��ӡɰ�����Ժ����Բ�}���������һ�N���g�W��ɰ�� 3D ��ӡ���������ÝL���o�������Ϳ��g�W����������Ч���� 3D ��ӡɰ�͵ľC�����ܡ�
����2 �L���o��
����2.1 �L���o������ԭ��
����ÿ���ɰ���ÝL��݁�L��ɰ�ͱ��棬ʹɰ���a�������Ƅӣ�ɰ���g�p϶׃С��ˮƽ�Ƅ����D݁���γ�ƽ���ı��棬����һ��ɰ����O���Üʂ䡣
�����c���yɰ�;o��������ͬ���ǣ��ڝL���o���^���У����ڲ��÷Ӿo�����ھo���^����ɰ��׃������С������һ�ӳߴ羫��Ӱ��^С����D 1 ��ʾ���ڝL����ֻӰ����ϱ���(�D 1c ̓���^��)������O��һ��ɰ�r�ь�ȱ��̎�ޏ͡�
����2.2 �L���o������
���������� 3D ��ӡ�C���M�НL�������Ҫ�M���O����b��ϵ�y�{ԇ�O�y���F����˱�����ȡ�ֹ�ģ��ɰ�� 3D ��ӡ�ķ�ʽ�M�Ќ�
������ģ�� 3D ��ӡ�T��ɰ��������������c���OӋ��һ�N�ɿ�����ƽ�_(���w��D 2 ��ʾ)���Կ���ÿ���ɰ�ĺ���Լ��L���ǵĉ��������ÝL����ʽ��ÿ����ɰ�M�����퉺��������ɰ�͵ľo���ȣ��M�����ɰ�͏��ȡ�
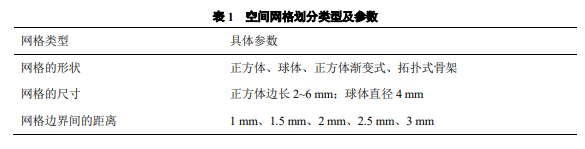
���������� 50~100 Ŀ��ͨ���I�ù�ɰ�����֬��̻������{����ͬ�Ӻ�ͬ���������Ƴ� 200 mm ×200 mm×200 mm �������wԇ��(�D 3)��ģ�� 3D ɰ�ʹ�ӡ�^�̣�����ͨ��֬ɰ�M�Ќ�����^����D��ʾ���Ȍ�ƽ�_�½���ɰ��Փ����Ҫ��O�ĺ�ȣ���ɰ�������䁝M�b�������Ŀ��g����ƽ�_�ٴ�����һ���ĸ߶�(�@���֞�L���r�ĉ����� h;�½��ĺ���c�����߶ȵIJ�ֵ��L���r�ĝL���Ӻ� x)����ȡ�������ķ�������׃���P��ˇ�������о�Ӱ푝L���o�������أ����Y���PҎ�ɡ�
�����ڝL���^���У��҂��J��L���Ӻ��������L��ֱ݁�����L��݁߅�羀�ٶȡ��L���Δ���Ӱ푝L���^�̵Ď���P�I����(��D 4)��ͨ�^����׃��������׃����һ����أ��z�y��������׃�������cδ�M�оo����ԇ���M�б��^��
�����D��
����v—�L��݁߅�羀�ٶ�(m/s);
����r—�L��݁�돽(mm);
����h—�L��������(mm)��
��������^���зքe��׃�L���ӺL�����������L��ֱ݁�����L��݁߅�羀�ٶȣ��Լ��L���Δ���
����2.3 �L���o�����Y��
����2.3.1 �L���Ӻ�׃����ɰ�����ܵ�Ӱ�
�����D 5 �鉺������ 2.5 mm���L��ֱ݁���� 40 mm���L��݁߅�羀�ٶȞ� 0.2 m/s���L��һ�Σ���Ӻ�քe�� 2.5 mm��5 mm��7.5 mm��10 mm��12.5 mm �ķ�ʽ����ԇ�K�Č��Y�����ĈD 5 �п��Կ���������Ӱ����؛]׃����r�£��L���ӌӺ�ԽС���俹������������������Խ�ã��o����Խ�ߣ������������ͣ������֮�²�e�����S���Ӻ����u�pС���mȻɰ�͵ĸ�헏����������������Ǵ��ڟo������ɰ��ȫ���Mɰ��֮�У����F����ɰ���M�ĬF�ĈD�п��Կ����ڌӺ�� 2.5 mm��5 mm �ɂ�ԇ�K�У�������ܲ��o�ܴ�IJ�ࡣ�ڝL���Ӻ�� 5 mm �r�����������^δ�o��ɰ�������� 50.1%���������������� 84%���������������� 190%�������½��˼s 69.2%����һ�������ȣ��S���L���Ӻ��׃��ɰ�͏�����u�pС�����pС���ٶȅsԽ��Խ�����ɴ˿�Ҋ�����L���Ӻ��_��ijһ�c�r��ɰ�͏��Ȍ��_������c�����ԣ��ڝL������У��ڱ��CЧ�ʵ���r�¡��鱣�Cɰ�͏��ȣ��L���Ӻ�M����С��
����2.3.2 �L��������׃����ɰ�����ܵ�Ӱ�
�����D 6 ��Ӻ�� 2.5 mm���L��ֱ݁���� 40 mm���L��݁߅�羀�ٶȞ� 0.2 m/s���L��һ�Σ�������քe�� 0.5 mm��1 mm��1.5 mm��2 mm��2.5 mm �ķ�ʽ����ԇ�K�z�y�Y�������ψD 6 �п��Կ�����ͬ�������£��L��������Խ���俹������������������Խ�ã��o����Խ�ߣ������������ͣ������֮�²�e����ĈD�п��Կ����ډ������� 2.5 mm��2 mm �ɂ�ԇ�K�У�������ܲ��o�ܴ�IJ�ࡣ�ڝL���Ӻ�� 2 mm �r���������������� 51.2%���������������� 80%���������������� 182%�������½��˼s 69.1%���S���L����������׃��ɰ�͏�����u���ӣ������ӵ��ٶȅsԽ��Խ�����ɴ˿�Ҋ���������l��һ���r�����L���������_��ijһ�c�r��ɰ�͏��Ȍ��_������c����һζ�����ӝL���r�ĉ��������t�����ɰ��׃�·��أ����ڲ���ɰ�ӛ]�б��L���Mɰ���У����ԣ��ڝL������У��ڱ��Cɰ������ȫ�L���Mɰ����ǰ���£��L���������M���ܵĴ�һЩ��
����2.3 �L��ֱ݁��׃����ɰ�����ܵ�Ӱ�
�����D 7 ��Ӻ�� 2.5 mm���������� 2.5 mm���L��݁߅�羀�ٶȞ� 0.2 m/s���L��һ�Σ���L��ֱ݁���քe�� 40 mm��80 mm��120 mm��160 mm��200 mm �ķ�ʽ����ԇ�K�z�y�Y�����D�п��Կ����L��ֱ݁���Ĵ�С���L��ɰ�͵ĸ�����ܻ����]��Ӱ푻����fӰ푲��������������� 56.0%���������������� 72.7%���������������� 221%�������½��˼s 70.1%��
����3 ���g�W��ӡ
�����mȻ 3D ��ӡɰ�ͼ��g���õ����ã��� 3D ��ӡɰ���Դ���һЩ���}���o��Ч�������룬ֻ��ͨ�^����ճ�Y���ķ�������ɰ�͏��ȣ������� 3D ��ӡ��ɰ�l���������Ժ����Բ�;Ŀǰ 3D ��ӡɰ������ԭɰ�����^�ͣ����y�M������T������ɰ������Ҫ��
�����T���^������Ҫɰ�;������ď��ȵ֓���ע�r����Һ�ě_ˢ���˕r������ɰ�ͱ�Ӳ���(�Q��ɰ)�ď�������Ҫ���á�3D ��ӡɰ�ͷ����Q����ɰ�����w���Ⱦ���һ���ԣ��o��ͬ�r��ӡ����ɰ�c��ɰ���@����ɰ�����IJ��ֵď��ȳ��F�����M�F���˽�Q�@�����}������ 3D ��ӡ����ֱ����Ɍ����s�Y����һ���Գ��͵����c�������һ�N���g�W��ɰ�� 3D ��ӡ������
����3.1 �W��ӡ����ԭ��
�������g�W�����ڽ��� 3D ��ӡ������ 3D ��ӡ�������I�Լ��^ԭ�Ӵ�ӡ�еõ��ˏV������[4-5]�����ò�ͬ��ӡ�Y�����_���p�p����������ʹ�����ܵ�����[6-7]������ɰ�� 3D ��ӡ�У�߀δ�����M��ϵ�y�о���
�����ɈD 8 ��֪���ڌ��T����ɰ�����S��ģ�r������ɰ�ʹ�С���T���ߴ���ɰ�ͱ����������ߴ�Č��ıں�����“��ɰ��”;�����IJ����M�п��g�W���֣���ɰ�������ɿ��g�W��Y�����W������δ��Ϳճ�Y����ɢɰ���W���g�Ǽ��M�������Ĵ�ӡ��Ϳ���@Щ��δ��Ϳճ�Y����ɢɰ�M�ɵľW���c��Ϳճ�Y���g϶�Ǽܘ�����“��ɰ��”������“��ɰ��”�M���T������Ҫ�ď��ȣ�ͬ�r����“��ɰ��”����ɰ�����ԣ��p��ճ�Y����ʹ����������ɰ�͵İl�������_���˽��ͳɱ�������ɰ�;C�����ܵ�Ŀ�ġ�
����3.2 �W��ӡ����
������ɰ�Ϳ��g�W���OӋ�^���У��W���Π�W��ijߴ硢�W��߅���g���x�Լ����g�W������з�ʽ��Ӱ�ɰ�����ܵĎ���P�I����[8,9]�����ͨ�^����׃��������׃����һ����أ��z�y����׃�������cδ�M�п��g�W���ֵČ���ԇ���M�б��^���Ķ��õ������،����ܵ�Ӱ푽Y����
�������P֪�R���]��Փ�ĺðl��Ҫע��Ď��
�������� 3D ��ӡ����ӡ���]�н��^���g�W�ֵĘ˜ʌ���ɰ��ԇ�ӣ�Ҋ�D 2 ��ʾ���z�y�õ��俹�����Ȟ� 1.616 MPa���������Ȟ� 1.823 MPa���������Ȟ� 5.802 MPa�����Ԟ� 62������������ԇ��ģ���M�п��g�W���֣�����ģ�̓Ȳ����g�ָ�ɸ����W�Ȳ��W���ڴ�ӡ�r���M��ճ�Y����Ϳ����������ɢ�Ġ�B��������;�W���g�Ǽ�̎�M��������Ϳճ�Y����ӡ�����@�N������ӡ�����ęz�yԇ�ӣ����M�Йz�y�����w���g�W����ͼ�������� 1 ��ʾ��
����3.3 �W��ӡ���Y��
����3.3.1 �W���Πɰ�����ܵ�Ӱ�
�����քe�������ֱ�� 4mm �������w��ֱ���� 4 mm �����w���������ȡ��������ȡ����������Լ����ԵĘ˜�ԇ��ģ���M�Є��֣�ͨ�^ 3D ��ӡ�õ�ԇ�Ӳ��M�Йz�y���ɷNԇ�ӵĽ؈D�քe��D 9(a) ���D 9(b) ��ʾ��
�������w�Ĕ���Ҋ�� 2���z�y�Y���������������w���ֵ�ԇ�K������������£��������Ȟ� 1.124 MPa���^����ԇ�ӽ��� 30.4%;�������Ȟ� 1.305 MPa���^����ԇ�ӽ��� 28.5%;�������Ȟ� 4.921 MPa���^����ԇ�ӽ��� 15.1%;���Ԟ� 160������ڌ���ԇ�������� 158%����Ӌ�㣬��ճ�Y���������^����ԇ����Ƚ��� 29.6%��
���������w���ֵ�ԇ�ӣ�����������£��������Ȟ� 1.174 MPa���^����ԇ�ӽ��� 27.4%;�������Ȟ� 1.353 MPa���^����ԇ�ӽ��� 25.7%;�������Ȟ� 5.089 MPa���^����ԇ�ӽ��� 12.8%;���Ԟ� 160������ڌ���ԇ�������� 158%�����^Ӌ�㣬��ճ�Y���������^����ԇ����Ƚ��� 50.3%���ɱ� 2 ��֪�����w���g�W��ɰ�͵ď��ȡ��������@���������w���g�W��ɰ�ͣ��ڏ��ȡ����Ի�����ͬ����r�£����w���g�W��ɰ��ճ�Y��ʹ�����s�������w���g�W��ɰ�͵� 59%���@��������w���и���ͬ�ԣ��������Ӿ��������w��ǻ����ɚ��ͣ������^����֧���ԣ���ˣ����w��ǻ���ֵľW����и��õľC�����ܡ�
����3.2 �W��ߴ猦ɰ�����ܵ�Ӱ�
�����քe��߅�L�� 2 mm��3 mm��4 mm��5 mm��6 mm �������w��ɰ�����ܙz�yԇ�K�M�����S��ģ����ɰ�̓Ȳ��ָ�ɸ������g�W��Ҋ�D 10 ��ʾ�������W��֮�g���� 1 mm �ľW���g�Ǽ�����ɰ��֧�β��֣����� 3D ��ӡ����ɰ��ԇ�K���M�Йz�y���z�y�Y����� 3 �͈D 10 ��ʾ��
�����ɈD 11 ���Կ������ھW���g�Ǽܲ�׃����r�£��S���W��ߴ�����ӣ���헏��Ȕ�ֵ���ཱུ�ͣ����Բ������������ĈD 11 �п������@�������W��ߴ�� 4 mm ���ӵ� 5 mm �r����헏��Ȕ�ֵ���F���@�½����@�f���W��ߴ��c֧�ιǼ��g�p϶�ı�ֵ���ڌ����Pϵ���ڌ��H�����У�����äĿ�����ӾW��ߴ硣�C�Ͽ��]�� 3 ���������Կ������������w�W��߅�L�� 3 mm �r��ճ�Y���������^����ԇ�ӽ��� 42.2%;���������^����ԇ�ӽ��� 40.0%;���������^����ԇ�ӽ��� 31.5%;���������^����ԇ�ӽ��� 23.2%;�����^����ԇ������ 174%��ԓ�M������������헏���ָ���܉�M�㱳ɰҪ�������^�á�ճ�Y���p����Ҳ�^���@���鱾���l���µă���ָ�ˡ�
����3.3 �W���g�Ǽ܌�ɰ�����ܵ�Ӱ�
������߅�L�� 3 mm �������w�W��ɰ�̓Ȳ����g�ָ�ɸ����W�����W��֮�g�քe���� 1 mm��1.5 mm�� 2 mm��2.5 mm��3 mm �ľW���g�Ǽ�����ɰ��֧�β��֣�Ҋ�D 3 ��ʾ������ͬ�p϶�� 3D ��ӡɰ��ԇ���M�Йz�y���Y����� 4���D 12 ��ʾ��
�����ĈD 13 ���Կ������S���W���g�Ǽܳߴ�����ӣ���헏��Ȕ�ֵ�������ӣ��������@�½����Ķ��C���W���g�Ǽܳߴ猦ɰ������Ӱ��^����ɰ�͏���Ӱ푲�̫���@���ı� 4 ���Կ��������W���С�� 3 mm�������w�W���g�Ǽܞ� 1 mm �r���õ���ԇ�Ӹ���������£��������Ȟ� 0.971 MPa���^����ԇ�ӽ��� 40.0%;�������Ȟ� 1.248 MPa���^����ԇ�ӽ��� 31.5%;�������Ȟ� 4.451 MPa���^����ԇ�ӽ��� 23.2%;���Ԟ� 170������ڌ���ԇ�������� 174%;���wճ�Y���������^����ԇ����Ƚ��� 42.2%�����ң��S���W���g�Ǽܳߴ����ӣ�ճ�Y������Ҳ���@���ӡ��C�����ף��ھS��һ���ď���ָ��ǰ���£��M������С�p϶��á�——Փ�����ߣ�� ����������Ղ�
SCISSCIAHCI