�l(f��)���r(sh��)�g��2022-04-06���ٷ�����̎��QՓ���g�[��1��
ժ Ҫ�� ժ Ҫ����(du��) 7075 �X�Ͻ����M(j��n)�й���̎���քe���ý��](m��i)���͇��ܴ�����M(j��n)���A(y��)����̎�����\(y��n)���Ѽy��ȷ��z�y(c��) 2 �N���������(y��ng)���A(y��)������(n��i)���Ě�����(y��ng)�����о���ͬ���ˇ��(du��)�X��嚈����(y��ng)���a(ch��n)�����A(y��)��������·ֲ���Ӱ푡��о��Y(ji��)���������������Խ���X����(n��i)�a(ch��n)��
����ժ Ҫ����(du��) 7075 �X�Ͻ����M(j��n)�й���̎���քe���ý��](m��i)���͇��ܴ�����M(j��n)���A(y��)����̎�����\(y��n)���Ѽy��ȷ��z�y(c��) 2 �N���������(y��ng)���A(y��)������(n��i)���Ě�����(y��ng)�����о���ͬ���ˇ��(du��)�X��嚈����(y��ng)���a(ch��n)�����A(y��)��������·ֲ���Ӱ푡��о��Y(ji��)���������������Խ���X����(n��i)�a(ch��n)���Ě�����(y��ng)��ҲԽ���](m��i)���ԇ�ӵĚ�������(y��ng)���͚�������(y��ng)���քe�ȇ��ܴ��ԇ�ӵĚ�������(y��ng)���͚�������(y��ng)���� 60%�� 73.6%;��(j��ng)�^(gu��)�A(y��)����̎�����(y��ng)���õ��O�����p��������(y��ng)����������±20 MPa �ԃ�(n��i)���M����m(x��)�ӹ���Ҫ��;��(d��ng)�������� 1.8%��2.2%�� 2.5%�r(sh��)��������(y��ng)�������pЧ���ஔ(d��ng)��
�����P(gu��n)�I�~��������(y��ng)��;�Ѽy��ȷ�;�X�Ͻ�;�A(y��)����
�������չ��I(y��)�İl(f��)չ��(du��)�ߏ�(qi��ng)�����X�ĵ����������Խ��(l��i)Խ�ߵ�Ҫ������Ҫ��@�ØO�ߵıȏ�(qi��ng)�ȺͱȄ��ȡ�����ĺ��M���͙C(j��)е���ܡ��^С�Ě�����(y��ng)����[1]����r(sh��)Ч����һ�N�C�ϟ�̎����ˇ�����Á�(l��i)����X�Ͻ�ď�(qi��ng)�����ܡ����ˇ�mȻ�܉�������X�Ͻ���ęC(j��)е���ܣ���ͬ�r(sh��)���ɱ����ʹ��ă�(n��i)���a(ch��n)���^�ߚ�����(y��ng)����������(y��ng)���Ĵ��ڌ�(du��)���ϵęC(j��)е���ܺͲ��Ͽ�ƣ�ڡ������g���Ԯa(ch��n)���O��Ӱ푣������˲��ϵĉ����ͷ�(w��n)���ԣ��@ֱ��Ӱ��˺��ĺ��m(x��)�ټӹ���(w��n)����[1−2]����ˣ��б�Ҫ�о���̎����ˇ��(du��)�X��嚈����(y��ng)����Ӱ푡�Prime ��[3−5]�\(y��n)���Ѽy��ȷ���(du��)���X (ALCOA)�a(ch��n)Ʒ�M(j��n)���˚�����(y��ng)���y(c��)ԇ���õ��˴��������(y��ng)���A(y��)������(n��i)���Ě�����(y��ng)���ֲ�;Koc ��[6]�\(y��n)������Ԫ������(du��)�X���Ĵ���^(gu��)�̡��A(y��)����͙C(j��)е���s�ȑ�(y��ng)�����p�^(gu��)���M(j��n)����ģ�M���A(y��)�y(c��)���X����(n��i)���Ĵ��(y��ng)���ͽ�(j��ng)�^(gu��)��(y��ng)�����p��ˇ��Ě�����(y��ng)��ˮƽ������ɵ�[7−11]��(du��)����X�����A(y��)������(n��i)��������(y��ng)���ֲ��M(j��n)������Ƶ��о���Ȼ�����˂���(du��)���ò�ͬ���ˇ�Ĵ��塢��ͬ���������A(y��)������(n��i)���Ě�����(y��ng)����r���о��^�١��������ߌ�(du��)�X������a(ch��n)�г��õ� 2 �N���ʽ�����](m��i)���͇��ܴ���M(j��n)�Ќ�(du��)���о���������ͬ�Ĵ��ˇ��(du��)������(y��ng)���ֲ����A(y��)����̎��������(y��ng)�����·ֲ���Ӱ푡�
����1 ��(sh��)�(y��n)
����1.1 ��(sh��)�(y��n)�l��
�����y(c��)ԇ��(du��)����(gu��)�a(ch��n) 7075 �X�Ͻ�܈�ư壬��ijߴ� (�L(zh��ng)×��×��)�� 1 200 mm×220 mm×50 mm�����ϵijɷ�(�|(zh��)����?j��n)?sh��))�飺Zn(5.2%∼5.7%)��Mn(1.9%∼2.6%)�� Cu(1.2%∼2.3%)��Al(����)������̎���քe���ý��](m��i)���͇��ܴ�𣬴��ضȞ� 475 �棬�����|(zh��)�� 25 ���ԁ�(l��i)ˮ�����](m��i)����ȡֱ�ӌ��X��Ͷ��ˮ���еķ�����ˮ���е�ˮ����һ���������Դ_��ˮ�ز���(hu��)�����^(gu��)��;���ܴ���ȡ�X���(c��)�����á��ă�߅��ˮ�ķ�������ˮ�ɂ�(c��)�ڸ�����һ�M���죬ÿ�M���¸�һ�ţ�ÿ�� 9 ��(g��)����ʌ�(du��)�Q�ֲ�����ˮ������ 0.34 MPa��ˮ�����s�� 136 L/min���������Π��A�F�Ρ������ɺ�������L(zh��ng)�ȷ���؞��L(zh��ng)�Ȟ� 400 �� 800 mm �� 2 �K��ģ��L(zh��ng)�Ȟ� 400 mm �İ�Ŀ�ҕ�鱣���˴��(y��ng)����B(t��i)����(du��)�L(zh��ng)�Ȟ� 800 mm �İ���^�m(x��)�M(j��n)���A(y��)����̎�������쌍(sh��)�(y��n)�� 5 MN Һ������C(j��)���M(j��n)�С������о���������(du��)��(y��ng)�����pЧ����Ӱ푣����� 3 ��(g��)��ͬ������(1.8%��2.2%�� 2.5%)���A(y��)����塣�����Ѽy��ȷ��z�y(c��)��ͬ��B(t��i)�X����(n��i)���Ě�����(y��ng)�������]���X������^(gu��)���д���߅��Ч��(y��ng)[12]��ԇ�ӏ�����(y��ng)�Ĵ�����A(y��)�������L(zh��ng)�Ⱥ͌������g��λ��(y��ng)���ֲ�����^(q��)��ȡ���ߴ���� 120 mm×120 mm×50 mm(�L(zh��ng)×��× ��)���и�ӹ���䏴����M(j��n)�С����и��^(gu��)���У���ȡ�����и�Ԝp�ټӹ���(du��)ԇ����ʼ��(y��ng)����Ӱ푡�
����1.2 �y(c��)ԇԭ���c����
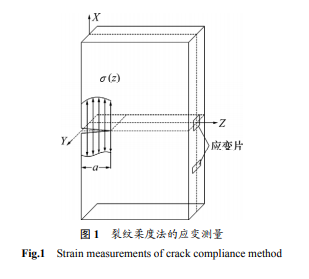
�����Ѽy��ȷ��Ĝy(c��)��ԭ���ǣ��ڱ��y(c��)�����w��������һ�l�����u���ӵ��Ѽy��(l��i)ጷŚ�����(y��ng)��[4]��ͨ�^(gu��)�y(c��)�����w�����ض��c(di��n)�đ�(y��ng)׃��(l��i)Ӌ(j��)�㚈����(y��ng)�����D 1 ��ʾ��y(c��)ԇԭ��D���O(sh��)��Ğ�����B�m(x��)���ϣ�������(y��ng)���ذ���L(zh��ng)�� X ������ Y ����ķֲ�������׃��ֻ�غ�� Z ��������^��đ�(y��ng)���ݶȣ�����ֲ���������(bi��o) Z �ĺ���(sh��)�����Ա�ʾ��һ��(g��)չ�_(k��i)�ļ�(j��)��(sh��)��ʽ��
�������� MARC ����Ԫܛ��Ӌ(j��)����Ⱥ���(sh��)������(j��)ԇ�ӵČ�(du��)�Q�ԣ��Ծ��и���пp�錦(du��)�Q�Sȡ�낀(g��)ԇ�ӄ��־W(w��ng)���� 8 ��(ji��)�c(di��n)ƽ���Ԫ QUAD8�������пp�^(q��)��W(w��ng)��ߴ�� 0.2 mm×1.0 mm���h(yu��n)�x�пp�˾W(w��ng)��ߴ�� 1 mm×1 mm�����ϵď���ģ��ȡ 71 GPa�����ɱ�ȡ 0.33����ģ�̓�(n��i)�����d��ʼ��(y��ng)�����s���пp߅���������ɶȣ�����������Ԫ����uȥ���пpλ�õĆ�Ԫ��(l��i)ģ�M�Ѽy�Įa(ch��n)������(sh��)�(y��n)�У����� DK77 ���и�C(j��)�����Ѽy��늘O�z��ֱ�� 0.18 mm �f�z���M(j��n)�o�ٶȞ� 1 mm/min ���ӹ����пp���s�� 0.5 mm ���x�� BX120−5AA ��(y��ng)׃Ƭ����(�L(zh��ng)×��)�� 5 mm×3 mm���и�λ�ú͑�(y��ng)׃Ƭ�NƬλ����D 1 ��ʾ�����˱��C��(sh��)��(j��)�Ŀɿ��ԣ��NƬλ�ò��Ű��� 3 Ƭ��(y��ng)׃Ƭ��������(y��ng)׃Ƭ���a(b��)��Ƭ�����o�B(t��i)��(y��ng)׃�x YE2533 �M�� 1/4 늘��ذ��ȷ����и����ÿ���� 1mm���ȴ���(sh��)��(j��)��(w��n)����ӛ䛑�(y��ng)׃��(sh��)��(j��)�����Kԇ�����܈��Ĝy(c��)ԇ��ֱ��ȡ�и��ԇ�ӵ�һ�����ڜy(c��)ԇ�M��đ�(y��ng)׃��(sh��)��(j��)��
����2 ��(sh��)�(y��n)�Y(ji��)��
�����D 2 ��ʾ��y(c��)ԇ�õ��Ľ��](m��i)����͇��ܴ����(n��i)��������(y��ng)���ذ����ķֲ����đ�(y��ng)���ֲ��������Կ������X��彛(j��ng)�^(gu��)���̎�����(n��i)������(y��ng)�����F(xi��n)���≺��(n��i)���ķֲ������](m��i)�����ӵĉ���(y��ng)����ֵ (�^��(du��)ֵ)�_(d��)�� 130.42 MPa���IJ�������(y��ng)����ֵ�_(d��)�� (a) ܈��; (b) �M�� 1—���](m��i)���;2—���ܴ���D 2 �X����(n��i)���������(y��ng)�� Fig.2 Residual stresses in aluminum alloy thick-plates after quenching 90.12 MPa������(y��ng)���^��(du��)ֵ�Դ�������(y��ng)��;�����ܴ����ӵĉ���(y��ng)����ֵ�� 52.1 MPa���IJ�������(y��ng)����ֵ�� 23.8 MPa�����](m��i)����ĉ���(y��ng)��������(y��ng)���ȇ��ܴ���ĉ���(y��ng)��������(y��ng)���քe�� 60%�� 73.6%����Ҋ(ji��n)�����](m��i)���͇��ܴ�����ڴ�����ʵIJ��ʹ�ô������(y��ng)������^�D 2(b)��ʾ�� 2 �N�����(n��i)�M������(y��ng)���ذ����ķֲ������Կ������M������(y��ng)���ں�ȷ���ķֲ�Ҏ(gu��)���c܈�Ʒ�������ƣ�ֻ��ֵ��С��
�����D 3 �͈D 4 ��ʾ�քe����](m��i)���−�A(y��)�����͇��ܴ� ��−�A(y��)������(n��i)��������(y��ng)���ذ����ķֲ����������քe�飺1.8%��2.2%�� 2.5%���ĈD 3 �� 4 ���Կ������A(y��)����̎����Ľ��](m��i)�����(n��i)������(y��ng)������Փ��܈��(y��ng)��߀�ǙM��(y��ng)�������ѱ����p��±20 MPa �ԃ�(n��i)�����A(y��)����̎����ć��ܴ����(n��i)�Ě�����(y��ng)����܈��(y��ng)���͙M��(y��ng)���t�������p��±10 MPa �ԃ�(n��i)���c�D 2 ��(du��)�ȿ��Կ�������(j��ng)�^(gu��)�A(y��)����̎������ȵ����p�˰��(n��i)�Ĵ��(y��ng)�����Ҵ��(y��ng)��Խ�����pЧ��Խ���@�����](m��i)�����Љ���(y��ng)�������p���_(d��)�� 80%���ϣ�����(y��ng)�������p�ʽӽ� 80%�������ܴ����Љ���(y��ng)�����p���_(d��)�� 80%������(y��ng)�������p�ʽӽ� 70%��
�������P(gu��n)֪�R(sh��)���]��Փ�ă�(y��u)�Ȍ������M(f��i)��
������(du��)�ڇ��ܴ��−�A(y��)����壬�S������������������(y��ng)�����pЧ�����ӣ��A(y��)���� 2.5%�r(sh��)�Ě�����(y��ng)�����@�����A(y��)���� 1.8%�İ�ĵĚ�����(y��ng)��(�D 4)����(du��)�ڽ��](m��i)���−�A(y��)�����(�D 3)��܈��(y��ng)�����pЧ������������ 1.8%�İ����ã����M��(y��ng)�����pЧ������������ 2.2%�İ����ã���(d��ng)���������� 2.5%���ҕr(sh��)��������(y��ng)�������Դ����A(y��)���� 1.8%�İ�ĵ����쑪(y��ng)�����@���ԏ� 2 ��(g��)�����(l��i)��ጣ���һ���c���ҵĽ��](m��i)�����ȣ����ܴ��@�õĚ�����(y��ng)���ֲ��^�������A(y��)�����A�Σ�������(y��ng)���ֲ��ľ�����ʹ���A(y��)����̎�����ܴ�����F(xi��n)���S�������������䑪(y��ng)���pС��Ҏ(gu��)�ɣ������](m��i)����t�](m��i)���F(xi��n)����Ҏ(gu��)��;�ڶ����S�������������ӣ�����׃�β������Գ��F(xi��n)�ĸ���Ҳ�S֮���ӣ�ʹ�Ñ�(y��ng)�����F(xi��n)��������(d��ng)���(n��i)������(y��ng)���^��r(sh��)���@�NҎ(gu��)�ɱ��F(xi��n)�ø������@��
��������ͬ�N���ˇ���A(y��)����壬���^��ͬ����������(du��)��(y��ng)�đ�(y��ng)�����Կ�������Փ�ķN���壬Ҳ��Փ܈��(y��ng)��߀�ǙM��(y��ng)������������ͬ����đ�(y��ng)����ֵ���� 5 MPa �ԃ�(n��i)������(y��ng)�����p�Č�(sh��)�HЧ���ஔ(d��ng)����Ҋ(ji��n)�� 1.8%~2.5%�������������m�˵ġ�
����3 ӑՓ
�����X�����(y��ng)����Ҫ��(l��i)�ԟᑪ(y��ng)���������r(sh��)�����ڹ�����Ӻ��IJ�����s��B(t��i)��ͬ���МضȲ�S���r(sh��)�g�����Ʈa(ch��n)���ᑪ(y��ng)���Լ���K��B(t��i)�Ě�����(y��ng)��������^(gu��)���У���(d��ng)������ӜضȺ��IJ��ض�֮���_(d��)�����r(sh��)����������IJ�������(y��ng)���͉���(y��ng)��Ҳ�S֮�_(d��)�����ֵ���ز��_(d��)�����ֵ���S���ضȲ�pС����(y��ng)����B(t��i)�ڴ����ڰl(f��)��������K�õ����鉺��(y��ng)�����IJ�������(y��ng)���Ġ�B(t��i)[13]����s�r(sh��)�ĜضȲ(du��)������(y��ng)����֧�����á���ˣ�ͨ�^(gu��)�������ƴ�����ʣ����Խ��ʹ���^(gu��)���й�����Ӻ��IJ������ز�Ķ��pС������(y��ng)����
�������˷��� 2 �N���ʽ����Ĵ��(y��ng)�������(du��)�X������^(gu��)���M(j��n)�Д�(sh��)ֵģ�M�����ڟ��(ch��ng)�����P(gu��n)��Փ��ͨ�^(gu��)�y(c��)ԇ���ؽ��������õ��X������^(gu��)�̵ēQ��ϵ��(sh��)����ģ�M�^(gu��)�������õ������������텢��(sh��)�����W(xu��)���܅���(sh��)(��ȟ��ݡ��ጧ(d��o)�ʵ�)���S�ض�׃����׃��[14]���D 5 ��ʾ���X�����](m��i)���͇��ܴ��r(sh��)������ĵĜؽ��������ĈD 5 ���Կ��������߾��кܺõ�һ���ԣ�����(y��n)�C��ģ�͵Ĝ�(zh��n)�_�ԡ���(du��)�ڇ��ܴ�𣬜y(c��)ԇ�l���c��(sh��)�H��r��ͬ����(du��)�ڽ��](m��i)��𣬞��˱��ڜy(c��)ԇ�����ö˴�ķ������ڴ���^(gu��)���У����ż�����X���IJ��y(c��)ԇ�ض�׃����
�����D 6 ��ʾ��Ӌ(j��)��õ����X���Q��ϵ��(sh��)�������ĈD 6 ���Կ�����2 �N���ʽ�ēQ��ϵ��(sh��)��ֵ���F(xi��n)�ڲ�ͬ�ĜضȶΣ����](m��i)���r(sh��)�Q��ϵ��(sh��)��ֵ���F(xi��n)�� 150~250 �棬�����ܴ��r(sh��)�Q��ϵ��(sh��)��ֵ���F(xi��n)�� 100~200 �档��Ҋ(ji��n)�����](m��i)���r(sh��)���X���ܸ�����M(j��n)��ˑB(t��i)�Q���A�Ρ���(du��)�ڜضȸ��� 200 ��ĸߜ��A�Σ����](m��i)���ēQ��ϵ��(sh��)ֵ���@���ڇ��ܴ��ēQ��ϵ��(sh��);���ǰ�ڣ����](m��i)�����s�ٶȸ��̶ȸ����ң������ܴ������(du��)���^���͡�
�����Է���õ��Ľ���Q��ϵ��(sh��)���錦(du��)���Q��߅��l������(du��)���](m��i)���͇��ܴ���M(j��n)�з��棬�õ��˴��ضȈ�(ch��ng)���D 7 ��ʾ�����õ����X����Ӻ��IJ��Ĵ��ضȈ�(ch��ng)��������Ҋ(ji��n)�����ý��](m��i)���r(sh��)���X���Ӻ��IJ������ز��_(d��)�� 167 ��;���Ç��ܴ��r(sh��)�����ز�H�� 50 �档�ڇ��ܴ���^(gu��)���У��X�������IJ��ĜضȲ��^С�һ�������һ�£������](m��i)�������X�������IJ����ںܴ�ĜضȲ�;�S�r(sh��)�g���ƣ��ضȲ���u׃С����Ҋ(ji��n)���ڴ��ضȡ������|(zh��)�����|(zh��)�ضȵȴ��l����ͬ����r�£����](m��i)������ژO�̵ĕr(sh��)�g 1—�IJ�;2—���� (a) ���](m��i)���; (b) ���ܴ���D 7 ����õ��Ĵ��ضȈ�(ch��ng)���� Fig.7 Simulated temperature curves of quenching ��(n��i)ʹ�X���ضȽ��͵����أ����IJ��ض�ʼ�K���ڱ�Ӝض�ֱ���X��ӽ����أ��Ķ���(d��o)���^��Ĵ������(y��ng)���������ܴ����ø߉���������|(zh��)��ʹ�䏊(qi��ng)�ҵ؇������X����棬ˮ�����X��������؎��ߟ�������ˣ��X���Ӝض��½��̶ț](m��i)�н��](m��i)�����ôѸ�٣�ʹ���X���ı�Ӻ��IJ��Ĝض��ݶ�Ҳ�^С���Ķ����pС�˴������(y��ng)���Įa(ch��n)����
�������ܴ��ͨ�^(gu��)���Ƈ�������|(zh��)�ĉ������ضȺ������ȁ�(l��i)���ƹ�������^(gu��)���е���s���ʡ������](m��i)���ֻ��ͨ�^(gu��)��׃���|(zh��)�ضȡ�����Լ�ͨ�^(gu��)�����(l��i)���ƴ����|(zh��)����s�ٶȣ����ܿ�����s�^(gu��)�̵���s����׃�����c���](m��i)�����ȣ����Ç��ܴ����ʹ�������(y��ng)���p�� 60%~73.6%����ˣ����ܴ����(du��)�ڜpС�������(y��ng)�������^��Č�(sh��)�Ãr(ji��)ֵ��Ȼ����7×××�X�Ͻ���ڴ�������ԣ������W(xu��)�����S������ʵĜpС������[15]����ˣ�Ҫ���ʹ������(y��ng)�����ͱ���ڱ��C�X��������C(j��)е���ܵ�ǰ���£��������ƴ�����ʡ����X��������C(j��)е���ܝM�㹤�I(y��)Ҫ��ėl���£������x���ܴ������(sh��)�����ԫ@���^С�Ě�����(y��ng)����
����4 �Y(ji��)Փ
����(1) ����X����(n��i)��������(y��ng)�����≺��(n��i)���ֲ����������Խ�a(ch��n)���Ě�����(y��ng)��Խ��
����(2) �A(y��)�����ܴ�������p�����s�ٶ�����Ě�����(y��ng)�������(j��ng)�^(gu��) 1.8%~2.5%׃�������A(y��)������](m��i)����͇��ܴ����(n��i)��������(y��ng)���քe����±20 MPa ��±10 MPa���M����m(x��)�ӹ�Ҫ��
����(3) ��(d��ng)�������� 1.8%~2.5%�r(sh��)����(y��ng)�����pЧ������Ҋ(ji��n)ԓ������(n��i)�����������ǿ�ȡ�ġ�
����(4) �����������Ě�����(y��ng)�����Դ�Դ���^(gu��)���й�����Ӻ��IJ��Ĝض��ݶȲ���x������Ĵ������(sh��)������Ч���ƴ������(y��ng)����——Փ�����ߣ����������\(y��n)�£��΄P
���������īI(xi��n)��
����[1] ��ӳ��, ���x�S. 7075 �X�Ͻ����A(y��)����ģ�M���������ڴ������(y��ng)�������еđ�(y��ng)��[J]. �Ї�(gu��)��ɫ���ٌW(xu��)��(b��o), 2004, 14(4): 639−645. KE Ying-lin, DONG Hui-yue. Pre-stretching process and its application in reducing residual stress of quenched 7075 aluminum alloy thick-plate[J]. The Chinese Journal of Nonferrous Metal, 2004, 14(4): 639−645.
����[2] �����, ��ӳ��. ���ոߏ�(qi��ng)���X�Ͻ�����(y��ng)���������c���� [J]. ���ղ��όW(xu��)��(b��o), 2002, 22(3): 59−62. WANG Qiu-cheng, KE Ying-lin. Control and relief of residual stresses in high-strength aluminum alloy parts for aerospace industry[J]. Journal of Aeronautical Materials, 2002, 22(3): 59−62.
����[3] Prime M B, Gnaupel-Herold T. Residual stress measurements in a thick, dissimilar aluminium alloy friction stir weld[J]. Acta Materialia, 2006, 54: 4013−4021.
����[4] Prime M B, Hill M R. Residual stress, stress relief, and inhomogeneity in aluminum plate[J]. Scripta Materialia, 2000, 46(1): 77−82.
����[5] Prime M B, Hill M R. Uncertainty analysis, model error, and order selection for series-expanded, residual-stress inverse solutions[J]. Journal of Engineering Materials and Technology, 2006, 11: 175−185.
����[6] Koc M, Culp J, Altan T. Prediction of residual stresses in quenched aluminum blocks and their reduction through cold working processes[J]. Journal of Materials Processing Technology, 2006, 174: 342−354.
����[7] �����, ��ӳ��, ������. ���(g��u)����(n��i)��������(y��ng)���y(c��)ԇ���g(sh��)�о�[J]. �㽭��W(xu��)�W(xu��)��(b��o): ���W(xu��)��, 2005, 39(3): 381−384. WANG Qiu-cheng, KE Ying-lin, XING Hong-yan. Study on measurement method of interior stress distributions in engineering rolled-plates[J]. Journal of Zhejiang University: Engineering Science, 2005, 39(3): 381−384.
����[8] �����, ��ӳ��, ���ɷ�. 7075 �X�Ͻ��Ě�����(y��ng)������ݶȵ��u(p��ng)��[J]. ���ՌW(xu��)��(b��o), 2003, 24(4): 336−338. WANG Qiu-cheng, KE Ying-lin, ZHANG Qiao-fang. Evaluation of residual stress depth profiling in 7075 aluminum alloy plates[J]. Acta Aeronautica et Astronautica Sinica, 2003, 24(4): 336−338.
����[9] ����(sh��)��, ��ط�(w��n), ��(r��n)�L(zh��ng)��, ��. LY12, B95 �� 7050 �X�Ͻ��A(y��)�������(n��i)��������(y��ng)���ֲ������u(p��ng)���c����[J]. ���Ϲ���, 2004, 10: 32−35. WANG Shu-hong, ZUO Dun-wen, RUN Chang-sheng, et al. Evaluation and comparison of residual stress in thick pre-stretched aluminum plates of LY12, B95 and 7050[J]. Material Engineering, 2004, 10: 32−35.
����[10] ����(sh��)��. �����X�Ͻ����ʼ?x��)����?y��ng)�����䌦(du��)���׃��Ӱ푵Ļ��A(ch��)�о�[D]. �Ͼ�: �Ͼ����պ����W(xu��)�C(j��)늹��̌W(xu��)Ժ, 2005: 12−20. WANG Shu-hong. Study on initial residual stresses and their effects on milling distortion for thick aero aluminium alloy plate[D]. Nanjing: Nanjing University of Aeronautics and Astronautic. School of Mechanical and Electronic Engineering, 2005: 12−20.
����[11] ����(sh��)��, �R����, �R��. �A(y��)�����X�Ͻ��7075T7351��(n��i)��������(y��ng)���ֲ��y(c��)ԇ[J]. ��܊���̴�W(xu��)�W(xu��)��(b��o): ��Ȼ�ƌW(xu��)��, 2004, 5(3): 19−21. WANG Shu-hong, MA Kang-min, MA Jun. Method of measuring the residual stress distribution in pre-stretched aluminum alloy plate 7075T7351[J]. Journal of Air Force Engineering University: Natural Science Edition, 2004, 5(3): 19−21.