�l���r�g��2021-03-19���ٷ�����̎��QՓ���g�[��1��
ժ Ҫ�� ժҪ:�������F�Y����ȡ�C�ڮ�����܈�~���Б���Խ��Խ�V����ᘌ�����IJ����F�S�����һ��ͨ�ÙC��������ӹ�������������^�麆�Ό��õĹ�ˇ������������ӹ��|�������M���˷����� �P�I�~:�������F�S;��ˇ·��;V���b��;��������;�ӹ��|�� ��ǰ�҇����~���a
����ժҪ:�������F�Y����ȡ�C�ڮ�����܈�~���Б���Խ��Խ�V����ᘌ�����IJ����F�S�����һ��ͨ�ÙC��������ӹ�������������^�麆�Ό��õĹ�ˇ������������ӹ��|�������M���˷�����
�����P�I�~:�������F�S;��ˇ·��;V���b��;��������;�ӹ��|��
������ǰ�҇����~���aƷ�ľ��Ⱥ��|��Ҫ��Խ��Խ�ߣ�Ҫ��@�ð��ͺá��������R�ĸ��|����������ȡ�C����܈�~���C�M�аl�]����Ҫ���á���Ͳ�Ǿ�ȡ�C����Ҫ�M�ɲ��֣�һ���Ќ��ľ�Ͳʽ�����ΉK����Һ���Q���]ʽ�����ΉK�����Fʽ�����ΉK�����Fʽ�ȎN�Y����ʽ�����F���~����܈�C�lչ�����Ǹ��ٶȡ���폽�������������Fʽ��Ͳ���M���@�N���c��
����1�����F��Ͳ�Y��
���������F��Ͳ�Ǹ��NÛ�sʽ��Ͳ�Є�������һ�N(�D1)���@�N��ͲÛ���r����Û�s��ֱ�ӎ��������F���S���S���\�ӣ�ʹ���ΉK�a�������Ƅӡ����ڛ]�����g�^����������S����ߴ������^��������ȸߡ����ȴɳ��ܸ����ؓ�d���m���ڴ�폽������܈�ƣ�����F܈�C���ѫ@�ÏV�����á����OӋ�ĵ������F�Y����Ͳ�Y�����Ӻ�����ʹ���S��������B���܉�׃���������@�����������ΉK��������B���Ҳ����OӋ�^�^�Y�������H����Ч���������롣
�������P֪�R���]���Cе�ӹ���I�T���u�Q��ô�l��Փ��
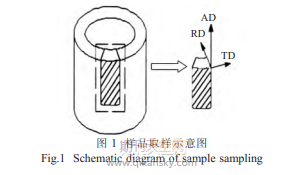
���������Ͳ�к��IJ����ĵ������F�S���Y�����s�����࣬�OӋҪ�����Y�����Q�Ժã����F�澫��Ҫ��ߣ���ӹ��|���É�ֱ��Ӱ푵�����Ͳ���|�����b�����ڼ�ʹ�É������F�A�Σ����ȴ����͔���㊴������ռ�����ˣ������һ��ͨ�ÙC���ϼӹ��@�N�߾����д�����������ӹ���ˇ����������^��Ҫ������ij�_�~����܈�C��ȡ�C���������،��@�N�������F�Y���F�S(�D2)������ӹ���ˇ���ӹ��|�������M�з�����
����2�F�S����ӹ���ˇ����
����2.1�����B����ˇ·���Ĵ_��
����ԓ����L2816mm��ֱ����������453mm��������1150kg�����|��42CrMo���{�|HB241��HB286���F���浪��̎��HRC55��HRC60;����˞��������F�w���ߴ繫���±0.02mm�����Q�ȡ�ƽ�жȡ�ͬ�S�ȹ������±0.01mm���ֲڶȞ�0.8���Cе�ӹ��^���У���ͬ�ęCе�ӹ���ˇ������ӹ��ľ���Ӱ��^������ᘌ��@�N�߾������L�����S������������ö�N�ӹ���ˇʹ�����ľ����_���OӋҪ�p�ٸ��N���،��ӹ����ȵ�Ӱ푣��@���Ȟ���Ҫ���C�Ͽ��]���ƶ��˹�ˇ·��(��1)��
����2.2����ӹ���ˇ����
�������ڴ�����Y�����s�����F���8°±3'�����λ�þ���Ҫ���^�ߣ��־�㊱���������b��ɣ��O�����b�A����Ӱ푼ӹ����ȣ��Ҽӹ����������D�������o��һ���b�A�ӹ���ɡ��F�ʹ������F�S�����F�漰����β�۵ļӹ������ȿ�����Ԕ��������
����2.2.1�C�����x��
���������˹����ijߴ��С��ƽ�_�b�A��Ҫ����������������_���ļӹ����ȣ��x��5m���@���T㊴�(H2120/5)���˙C�����S���ʞ�30kW�����S�D��31.5rpm��630rpm���؏Ͷ�λ����≤0.025mm�������_�ߴ�2000mm×5000mm���M����S�ļӹ�Ҫ��
����2.2.2���b���OӋ������
�������˱��C�ӹ��r�����F����λ�þ��ȣ��x��λ������r���M����ѭ�����غϺͻ��ʽyһԭ�t�����F����OӋ�������S���ľ����ʑ��x���S���ľ����鶨λ���ʡ������F���c�S���Ƕ�Ҫ���8°±3'�����OӋV���b��(�D3)��ʹ���F���c�C�������_��ƽ�С��˹��b��V����ľ��ӹ����λ�óߴ���ڙC����һ���b�A�ӹ���ɡ����b�ӹ��úֲ�׃��ֱ���b�������M������ӹ����Դ˱��C�S������λ���ʡ�
����2.2.3���F�S���D90°��������
������㊕r�����˱��C���F���λ�þ��ȣ������ֵ���λ�ò�׃���������D90°������������F�棬�����͎״Ρ�����V�ͼ����D�ӣ����S���Ƅ����ɶȱ�����(�Hʣ���D��һ�����ɶ�)���ʶ�λ���ʛ]�и�׃���@�ӣ���δ_��90°���D���Ⱦͷdz���Ҫ�ˣ��������Ƿ�ʴ_ֱ��Ӱ푵���������Ĵ�ֱ��Ҫ��һ�N���οɿ�����������(�D4)�����Դ_��������Ĵ�ֱ��Ҫ��
������D4��ʾ�����D90°���ðٷֱ����Ѽӹ����ϴ�ֱ�����������ٷֱ��x���M�������Pϵ:M=S×tan8°=X×tan28°;ʽ�У�X��C�������ֱ����λ��;M��ٷֱ��x�������Ѽӹ������xȡ���c���O����ֱ�������xX�քe��250mm��200mm���tMֵ�քe��4.94mm��3.95mm���������Ȟ�քe��4.94mm±0.01mm��3.95mm±0.01mm���Դ_��90°���D�����C��������Ĵ�ֱ��Ҫ��
����2.2.4�F��ӹ��r���ߵ��x�ü�����������x��
�������2��ʾ���քe�������뾫㊺;�㊕r���ߵ��x�ü�����������x�������˷�����
����2.2.5���F������β�۵ļӹ�����
������β��(�D5)�ļӹ����ڃɂ��y�c��һ����β�۱����ߴ羫�ȵı��C�����ǃ���β�۵Č��Q��Ҫ��ᘌ������y�c�������������¼ӹ���ˇ��Ҫ����������������P�z�y������
����(1)�C���p�����������������ľ����A�ȼӹ�39mm×17.5mmֱ��(8°б������ĥ��)���_ֱ�ۺ��Ãȡ��⏽ǧ�ֳߜy�����z�y���Q��Ҫ��
����(2)�Ì�����β��㊵����б�ۣ��ӹ��в���“�A���y����”�g��У���β�۵ijߴ羫�ȼ����Q��Ҫ����D6��ʾ�����ÙC���y��M1��M2ֵ������ՓӋ��ߴ�ֵ���^���əz��侫��Ҫ��
����3�ӹ��|������
�����Cе�ӹ�������ָ����ӹ���Č��H�΅���(�ߴ硢�Π��λ��)�c����΅�������ϵij̶ȣ�����֮�g�IJ�Q��ӹ��`��ӹ��`��Ĵ�С�����˼ӹ����ȵĸߵ͡������˹����Ĺ�ˇ���c���Y�ό��H�ӹ��еĽ����Ŀ��Y�������c�������f����ο��Ƽӹ��`���ӹ��|����
����(1)�����ļӹ������ںܴ�̶���ȡ�Q�ڙC���ľ��ȡ��C�������`������ӹ�����Ӱ��^��������S���D�`���܉�`��͂�����`��������x�õ���5m���T㊙C�����C�����턂�ȏ������ʴ����^�ߣ��m���д������ļӹ���
����(2)�ӹ�ǰҪ�{������^�c�����_�Ĵ�ֱ�ȣ���ֹ����������F“����”��“�ߵ�”�F�Ķ�Ӱ푹�����ƽ����c�❍�ȣ�����߀�����͵��ߵ����öȡ����w�z�y����“�ٷֱ����A����”����������:���ٷֱ������ڙC�������S���棬�ٷֱ��ı�U��㊵����ɊA�^�A�ϣ����S��ՙn�����ٷֱ�y���^�C���Ĺ����_���ϣ����ְ�����S�p�p���D�������҃ɂȵijߴ����ֵ���{����^�ĽǶȣ�ֱ�����҃�߅����һ�¼��ɡ�
����(3)����^���Б��M���s��㊵��đ��������ԜpС㊵�������S�������������Ч��������������������������ӣ�������������ԡ�
����(4)�ӹ��^����Ҫ�r��ע������b�A�Ƿ��ο��������z��͜y������Ч��ֹ���Ʉӵ�ԭ����ɚ���Ʒ��UƷ��
����4�Y���Z
�����F�S�Ǿ�ȡ�C��Ͳ�еĺ��������������ӹ����F�S�ӹ��е��P�I���õĹ�ˇ�������Ա��C��ӹ��|����������aЧ�ʡ����IJ��õ��@�N�µļӹ������������������麆�����Ό��ã��ڱ��C�����߾��ȼӹ�Ҫ���ͬ�r�����ˌ��C�����^����ه�ԣ��ڼӹ��ИI�о����ձ鑪�Ãrֵ��——Փ�����ߣ�����
SCISSCIAHCI