�l(f��)���r�g��2022-04-11���ٷ�����̎��QՓ���g�[��1��
ժ Ҫ�� ժ Ҫ�����ü��������ˇ������Ч��߽��ٲ��ϱ���ӵ�Ӳ�Ⱥ���ĥ�ԣ������ڱ�����γɚ�������(y��ng)�����Ķ���߲��ϵĿ�ƣ�����ܡ����Ì����о���������ֱ�����Ƅ����ʡ����ʵȌ������Ӳ����ȼ�Ӳ�ȵ�Ӱ푣�����һ�������x�����Y(ji��)����������������ֱ���͒���
����ժ Ҫ�����ü��������ˇ������Ч��߽��ٲ��ϱ���ӵ�Ӳ�Ⱥ���ĥ�ԣ������ڱ�����γɚ�������(y��ng)�����Ķ���߲��ϵĿ�ƣ�����ܡ����Ì����о���������ֱ�����Ƅ����ʡ����ʵȌ������Ӳ����ȼ�Ӳ�ȵ�Ӱ푣�����һ�������x�����Y(ji��)����������������ֱ���͒����ٶȲ�׃�r���������Ӳ���S������ʵ����������Ӻͣ�����һ����ѹ���ֵ;����������(sh��)��׃�r����һ��������(n��i)��Ӳ�ӵ�����S�������ٶȵ����Ӷ�����;�ɵ�����·��֮�g�Ĵ�Ӆ^(q��)��Ӳ���^С���Ҵ����^С�Ě�������(y��ng)�����������Y(ji��)��(g��u)�ı����h(hu��n)��(ji��)��
�����P(gu��n)�I�~������;������;Ӳ��
����0 ����
���������������Դ������߽��ٱ����Ӳ�Ⱥ���ĥ�ԣ���ʹ���ٱ���̎�ښ�������(y��ng)����B(t��i)����߽��ٵ���ƣ�����ܣ���һ�N��Ҋ�Ľ��ٱ��揊����ˇ[1��4] ��Ӱ푼�����������Ҫ��ˇ����(sh��)�������ֱ��������ʡ������ٶȵ�[5��8] ��������Ҫͨ�^���yԇ�ķ�ʽ���о���������(sh��)����������������Ӳ�ȡ���Ӳ������Լ����暈����(y��ng)���ֲ���Ӱ푣�����һ�������x��
����1 ԇ���ϼ�����
����1.1 ������
���������Ϗ�ij�䓮a(ch��n)Ʒ��ȡ�£���ʼ��̎����B(t��i)���˻��B(t��i)������Ӳ�Ȟ�30HS(207HV)�������M����D1��ʾ��
������D1��ʾ����������Ҫ������w��̼����M�ɣ��M���ֲ���������ƫ����ȱ�ݡ�
����1.2 ����
����1)ԇ��
��������У�ԇ�ӌ�����ߴ��100mm×100mm�����ȡ30mm����������ӹ�������ֲڶ�С��Ra1.6��ȥ�����۵Ȃ��á�
����2)�������yԇ�O(sh��)��
������ԇ�����ڌ���_�ϣ�������������Ȼ��s����ʹ�Ú��w���o��Ȼ���M�е͜ػػ𡣌���У�����������Laserline�댧(d��o)�w������������HV-1000���@Ӳ��Ӌ�yԇ����ı����Ӳ�ȣ�����HL-300��Ф��Ӳ��Ӌ�y������Ӳ�ȣ�����X�侀���䷽���y������ԇ�ӵĚ�����(y��ng)����
����2 ԇ�Y(ji��)����ӑՓ
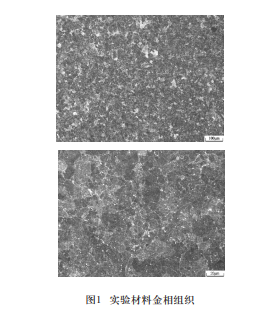
����2.1 �������^(q��)�����M��
������(j��ng)�^����������ą^(q��)��������ȷ���Ľ���M��D2��ʾ���������^(q��)��ĽM����Ҫ���[���R���w�������[���R���w�y������ͨ�����@�R���^�y��������w�ʰ�ɫ;��ɫ�c��ɫ���g�ą^(q��)��M����Ҫ���[���R���w��̼����Ļ�ϽM��������u�^�ɵ����w������w��̼����Ļ�ϽM����
����2.2 ����ʌ�Ӳ�ȵ�Ӱ�
�������ƴ���ı���Ӳ�Ȟ�65HS���о���ͬ����Ƅ����ʗl���¹��ֱ���c���蹦��֮�g���P(gu��n)ϵ����Y(ji��)����D3��ʾ��
�����ɈD3��֪�������ֱ���͒����ٶ���ͬ�r���S������ʵ����ӣ�����Ӳ�������Ӻ�;�S�����ֱ�������ӣ��@����ͬ����Ӳ������ļ���ʲ������ӡ�
����2.3 �����ٶȌ���Ӳ����ȵ�Ӱ�
�����Թ��ֱ����25mm���������������ʞ�3600W�������ٶ��cӲ�ȴ���450HV�Ĵ�Ӳ�����֮�g���P(gu��n)ϵ��D4��ʾ��
�����ɈD4��֪����Ӳ������S�������ٶȵ����Ӷ����͡������ٶ����ӣ�Ч����ߣ�����Ӳ����Ƚ��ͣ�����ڱ��Cһ����Ӳ����ȵ���r�£�Ҫ�M���x���^��Ē����ٶȡ�
����2.4 �����Ӳ��
�������ڲ��ÈA�μ����ߣ�����ڃɗl�����ߒ���·���Ĵ�Ӆ^(q��)��͒���^(q��)�����ܟ���r��ͬ����Ӳ�ӵ�Ӳ��Ҳ��һ�£��D5��ʾ����ֱ����25mm�������ٶȞ�5mm/s�r������^(q��)��ʹ�Ӆ^(q��)���@Ӳ�ȵČ�����r��
�����ɈD5��֪����Ӆ^(q��)���Ӳ�Ⱥʹ�Ӳ��������@���ڒ���^(q��)���������Y(ji��)��(g��u)�ı����h(hu��n)��(ji��)����Ӆ^(q��)�����ڼ�������������ܶ��^�ͣ���Ӳ������^С���D6��ʾ���ɴ�Ӆ^(q��)���������ɗl��ߒ���·������ı���Ӳ�ȷֲ���r��
�������P(gu��n)Փ���īI��߀���ԅ��������ˇ���P(gu��n)��Փ���īI���]
�����ɈD6��֪����Ӆ^(q��)�����ĵ�Ӳ����С���H��51HS ����;������ɗl����·������Ӳ��Խ��Խ���x�_������ą^(q��)��1.5mm���ҕr������Ӳ�Ƚӽ�65HS���c����^(q��)��ı���Ӳ���ஔ����ˣ����M�м��������ˇ�O(sh��)Ӌ�r����(y��ng)ԓ�Դ�Ӆ^(q��)�����ĵ�Ӳ�Ⱥʹ�Ӳ��������酢���������O(sh��)�ù��ֱ��������ʺ͒����ٶȡ�
����2.5 ������(y��ng)��
�������������^(q��)�Ě�����(y��ng)���鉺��(y��ng)�����M������(y��ng)����-423MPa���v������(y��ng)����-434MPa���v��͙M��(y��ng)�������;��Ӆ^(q��)�����IJ�λ�Ě�����(y��ng)��������(y��ng)�����M������(y��ng)����60MPa���v������(y��ng)���� 20.6MPa��
����3 �Y(ji��)Փ
�������Ì��yԇ�ķ��������������ˇ�����ٱ���Ӳ�ȵ�Ӱ��M����̽�����õ���Ҫ�Y(ji��)Փ���¡�
����1)������������ӵ���Ҫ�M�����[���R���w���S����ȵ�������u�D(zhu��n)׃?y��u)��R���w+̼���δ�����Ļ��ӽM���Ԟ�����w+̼���
����2)�����l����׃�r���S������ʵ����ӣ�����ı���Ӳ�������Ӻͣ�����һ��Ӳ�ȵĘOֵ����������ʴ����(y��u)ֵ;�S�����ֱ�������ӣ��_��ij�_������Ӳ������ļ����Ҳ������(y��ng)���ӡ�
����3)�����ٶ�Խ�죬��Ӳ�����ԽС;����ڱ��C��ˇҪ���ǰ���£������x���^��Ē����ٶ���������a(ch��n)Ч�ʡ�
����4)�����Ӆ^(q��)���Ӳ�Ⱥʹ�Ӳ��������@С�ڒ���^(q��)������ڹ�ˇ�O(sh��)Ӌ�r��(y��ng)ԓ�Դ�Ӆ^(q��)���Ӳ�Ⱥʹ�Ӳ��������酢����
����5)������̎���Y(ji��)��(g��u)��Ҫ�Ě�����(y��ng)���鉺��(y��ng)�������ڴ�Ӆ^(q��)�����һ���Ě�������(y��ng)����——Փ�����ߣ����c��1 ��������1 ��������1 ���� ��2
���������īI��
����[1] ����Ӣ,���±�,��A.�����������F�����Y(ji��)݆�ĽM���c�����о�[J].��ĩұ���g(sh��),2006,24(4):280-286.
����[2] κ�A�P,����,�n��.30CrMnSi�ļ��������[J].���ϟ�̎�����g(sh��),2008,37(4):82-83.
����[3] ���,���^��,������.��ī�T�F���������Ӳ����ȵĽ���Ӌ��[J].���⼼�g(sh��),2011,35(2):206-209.
����[4] ���w��,���Ɲ�,�����,��.Cr12M0Vģ��䓼���������ʌ����lƣ�����ܵ�Ӱ�[J].�ӱ����I(y��)��W(xu��)�W(xu��)��,2013,42(6):78- 82,105.
����[5] ������,���³�,����|,��.�����������H13��@�M�������ܵ�Ӱ�[J].��ӹ���ˇ,2014,43(8):153-155,160.
����[6] ���,��ҫͥ,���^��,��.����ρȺ�㷨�ļ��������ˇ����(sh��)��(j��ng)�W(w��ng)�j(lu��)��(y��u)��ϵ�y(t��ng)[J].���ϟ�̎��W(xu��)��,2014,35(S1):234- 238.
����[7] ������,�,�شT,��.����Ϳ����65Mn����������еđ�(y��ng)���о�[J].�������ϿƌW(xu��)�c����,2016,(39)1:101-103.
����[8] �Ξ�,���c��.�����������ļ��������Ĺ�ˇ�о�[J].�Ƽ�ͨ��,2017,(33)12:104-107.