�l���r�g��2022-04-09���ٷ�����̎��QՓ���g�[��1��
ժ Ҫ�� ժҪ�X�Ͻ�����һ �N��Ҫ���p���ٲ��ϣ����Ъ��ص����܃��ݣ����V�������ڸ��и��I���S���ƌW���g���M�����X�Ͻ�ĺ��ӷ���Ҳ�������ࡣᘌ��X�Ͻӷ������о��F����X�Ͻ���u�O���Ԛ��w���o�����ۻ��O���Ԛ��w���o������Ħ���������⺸������������M����ӑՓ��
����ժҪ�X�Ͻ�����һ �N��Ҫ���p���ٲ��ϣ����Ъ��ص����܃��ݣ����V�������ڸ��и��I���S���ƌW���g���M�����X�Ͻ�ĺ��ӷ���Ҳ�������ࡣᘌ��X�Ͻӷ������о��F����X�Ͻ���u�O���Ԛ��w���o�����ۻ��O���Ԛ��w���o������Ħ���������⺸������������M����ӑՓ�������p���Ρ��M����׃�����ڵ�ȱ���M���о����^��������ƵĴ�ʩ.ͨ�^�������ƺ��ӹ�ˇ����X�Ͻ��ʹ�����ܲ����X�Ͻӵ�ǰ���M����չ����
�����P�I�~:�X�ϽӼ��g����չ��
����0���� ��
�����X�Ͻ�����һ�N��Ҫ���p���ٲ��ϣ������� ���õ����g�ԣ��� �� ģ �����ȏ����Լ����õ�늌��Ժ͟ጧ�Ե����c�����H�ں��պ��칤�I�б��V��ʹ�ã�����Ҳ�ǬF��������܇���p����܇���I܇�ȮaƷ�� �� Ҫ �Y �� �� �ϡ��S �� �� �W �� �g �� �l չ���X�� �� �� �� �� �� �� Ҳ �� �� �� �࣬�X�Ͻӵķ��������ۻ��O���w���o��( MIG) �����ۻ��O���Ԛ��w���o �� ( TIG) ���� �� Ħ �� ������ �� ����� �� �� �� �ӵȡ�
����1 �X�Ͻӷ����о��F��
����1. 1 �ۻ��O���w���o��
�����ۻ��O���w���o�����Ԅӻ����Ӿ��иߵ����a�ʡ����õ��m�����Լ�������ĸ������Ĥ��ꎘO�F��̎�����ã����X�Ͻ��еõ��V���đ��á�ᘌ���ͬ���X�Ͻ���ϵĺ��ӣ��ѽ����ˏV�����о���
����Ŀǰ�ѽ��� 2219��6082��7020��7N01S��7A52 �ȸ�ϵ�X�Ͻ��M�к���ԇ���������܉��_��ĸ�ĵ� 70% ���ϣ��_�����ۗl�����о��ó����^�ĺ��p�^���֦���M�����Ҿ��ȷֲ����S�༚С�ij��������࣬�����p���ˏ�������; �ۺυ^�������pһ�Ȟ������������Ӱ푅^һ�Ȟ鼚С�ĵ��S���M��; ��Ӱ푅^��l���˲����ٽY�����w�S�M���������F��ܛ���F��
����������^��߀�׳��F��ס��A���Լ��Ѽy��ȱ�ݡ������@Щȱ�ݣ����ú�ǰ�������{�����w��������������ȵ��w�R������Ч�Ŀ��ƚ��ȱ��; �ں�����һ������֮ǰ��䓽zˢ��䓽z�����������������������������늻�늉������ͺ����ٶ�Ҳ�܉���Ч�p�يA�����γɡ������Ѽyȱ�ݵĿ�����Ҫ��ʩ��ͨ�^����늻�늉���pС����������p�������ٶ��Լӌ������Ӵ�����e���pС��������ơ�
�����S���X�Ͻ� MIG ���Ӽ��g�İlչ��ͬ�N���ϵĺ����ѽ�څ�ڳ��졣���nj����X�Ͻ𮐷N���ϵĺ��ӣ����^�ij����Լ�ȱ�ݵȆ��}�y�Խ�Q����˳����������g�Ӂ팍�F���ϵ��B�ӡ������ЌW��ͨ�^���\�������g�Ӳ��ϣ��� 1 mm ����V�Ͻ���X�Ͻ��֮�g�M�Ќ��Ӻ����\��������ֹ�X�c�Vԭ�ӷ���������ӣ��@���˲�ͬ���ϵğo�Ѽy��ӽ��^[1]����D 1 ��ʾ�����Կ������������g�Ӻ��^���κ��Қ���Ѽyȱ�ݴ����p�٣����^���ܵõ��ܴ����������H�H�����X/ �V���N���ϣ��X/䓵Ȯ��N���Ϻ��ӕrҲ�����������g�Ӂ팍�F�B�ӡ�
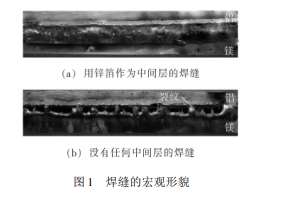
�������˿˷��Ο�Դ�IJ��㣬�_ʼʹ�Ïͺϟ�Դ���X�Ͻ��M�к��ӣ����� - 늻��ͺϺ����܉�ܺõؼ��ɼ��⺸�c�����ă��c�����ܱ�����Ե�ȱ�c�����к��������ˇ�����Ըߡ����p���������������Ч�ʸߵȃ��c��ͨ�^���ü��� - MIG �ͺϺ��ѽ��ɹ��M���� 7N01��6005A��Mg-Al ��ͬ�N�����N�X�Ͻ�ĺ��ӣ����������_��ĸ�ĵ� 60% ���ϡ������ٶȺ� MIG ���������Ӱ푺��p��������Ҫ�����أ����^������Ҫ��ȱ���ǚ��ȱ�ݡ�ͨ�^���������������Ĥ������С�����ԡ����M�����ݳ������ڜp�ٴ��ȱ�ݡ�
���������X�Ͻ��ں��ӕr�����^����������������μ��g����ʹ���^���ε��Ը��ơ�Zhang H. T. [2]�����o�� TIG 늻��ļӟ᷽ʽ���X�Ͻ�/�� �P � �M �� ��MIG - �F�����o�� TIG 늻��ӟ���M���ڽ��ٵĝ����ԣ�ʹ�����ϵ����ڽ��ٵĔUɢ��֣������䓺ͱ�����X�γ������õ��F�����^����D 2 ��ʾ��
���������о������ض����ϵ� MIG ���܉�ͨ�^ԇ�_�������õĹ�ˇ����������ijЩ����ĺ��ӹ�ˇ�������������g���Լ��ͺϺ��ӵķ�ʽ������B�ӡ��܉����Ӱ푺��p�M�������ܵĹ�ˇ������ͨ�^�����ܵõ��A������ȱ�ݸ��ƺ��p���εķ����������ڙC���ԃ���߀��Ҫ�_չ�о���
����1. 2 ���ۻ��O���Ԛ��w���o��
����TIG �����^�̷��������oЧ���ã����ҽ����ɱ��ͣ��ڹ��I�еõ��V���đ��ã���ʹ�ý����Դ�r��߀��ȥ����������������ã��m�����X�Ͻ�ĺ��ӡ�TIG ���Ĺ�ˇҲ�ڲ�������ƣ�һ�� TIG ����׃�O�� TIG �����}�_ TIG ���ͼ��� - TIG �ͺϺ����ܫ@�����õĽ��^���Һ��ӷ���߀���������ơ�
�����^�M����Ӱ푽��^���ܵěQ�������أ����M�����о��@���Ȟ��Ҫ��ꐳΌ����� 12 mm �� 5083 �X�Ͻ��M���˺���ԇ��о������p�M������С����Ҫ�� α-Al �� β-Al3Mg2 �࣬���������_��ĸ�ĵ� 90% ���ϣ����F�����õď��Ⱥ�����[3]��Ҳ���ˌ� 2A12 ���X�Ͻ��M��ԇ�[4]��ԇ�ó����p�M���ʵ��S֦���ֲ����ۺυ^�M���龧���ִ����������������� 50% �� 90% ���M�����Ҫ����Ӱ푅^�����F�˲�ͬ�̶ȵ�ܛ�������˼������^�M���Լ����ƽ��^���Σ��x���u���� NaCl��CaF2 �������� SiO2��MnO2��TiO2 ������Ԅ����܉��M�������Ӻ��p������ƺ��p�|������ߺ������a�ʡ�
�������P֪�R���]��Փ�İl�����ˌ����M���͌���
�����S����ˇ��Ҫ��ͺ��Ӽ��g���M�����X�Ͻ� TIG ������ͨ�����lչ������׃�O�Ժ��ӣ�������m���F���N��͵�׃�O�Ժ��Ӳ��Ρ������ⲻ�ٌW�ߌ�׃�O�Ժ��ӵĺ����Դ��늻������Է����_չ�о���ͬ�rҲ�M�������ĽM�������W���ܷ������ЌW�߲���׃�O�� TIG ���� AA2219 �X�Ͻ��M�к��ӣ��M�н��^���W���ܵķ�����ԇ�����������ȡ��O�������Ⱥ�ƣ�ڏ��ȷքe����� 42. 6% ��43. 1% �� 18. 4% ����Ҋ����׃�O�Ժ��ӌ����W���ܵ��������@������ͨ�^�ø��l����}�_��׃�O�� TIG ���ĽY�ϣ�߀������Ч�ļ����M����������͜p���Ѽy��ұ��ȱ�ݡ�
�����ԏ�����Ԫģ�Mܛ�����F����ͨ�^����Ԫģ�M�ķ�ʽ�M��ԇ��ģ�M�����p��ԇ�ĕr�g�Լ��Y���Ͷ�룬Ч�ʴ����ߣ����ٌW��Ҳ����չ�_�о���Wang G. Q. �� 2219 - T87 �X�Ͻ� TIG ���M���˔�ֵģ�M���о��˺�ֺ�Π��λ�Ì����^�������ܺ����W���ܵ�Ӱ푡���ܛ�������� - TIG ���� AA6082 �X�Ͻ��M�к���ģ�M��ӑՓ�˺��Ӆ������������Ե�Ӱ푡��������S��ֵģ��ģ�M�����۳ȵĂ�������ӣ���D 3 ��ʾ���ó���ͬ���ӗl���µĺ��p�Π�; ����÷���������������_���о����Ӆ��������p�ߴ��Ӱ�[5]���mȻ����ģ�M�ķ�ʽ�����^�鷽���ģ�M����ԇ������ģ�M���Դ������ܴ�ļs�������y�ó����^�ĽM����r�Լ����W��������������Ҫͨ�^ԇ��M�з�����
������Ŀǰ���о��ɹ������������ض����㲿���@ȡ�m�˵ĺ��ӹ�ˇ�����ћ]���κμ��g���}�����ý��� TIG �������Ԅ� TIG �������@����������Ч�ʣ���߽��^�����ܣ������ڽ��^��ȱ�ݺͺ��p���ε��о�߀���Mһ�����ơ�
����1. 3 ����Ħ��
����������Ħ������ 1991 ��l�F�ԁ���ԓ���g�����p�Ͻ��B���I���c���y���ۻ����ӷ�����Ⱦ����T�����c���ں����^���Л]���_�����ϵ����c���������a������Ѽy��ȱ��; ���a�����m���w�R��ݗ�䣬����Σ����������������; ����Ҫ���Ӻ��z�����s�ɱ��������ӽ��^�д��ڜϲۡ��w߅������δ���ϵ�ȱ�ݣ��OӋ���m�Ĕ����^���x�ú��m�ĺ��ӹ�ˇ�������@���p�ٴ��ȱ�ݵĮa����
����Radisavljevic ����[6]�о������D�ٶȺͺ����ٶȌ�2024 - T351�X�Ͻ����ӽ��^���p��ò��“���[�h” �Π��Ӱ푡������D�ٶȞ� 750 r /min�������ٶȞ� 73 �� 190 mm /min�����p����������ã����о�����~�[��; �����D�ٶȞ� 950 r /min �� 1 180 r /min �r�����p������β���F��Ƥ�����ȱ�ݡ�
����Sato ����[7]�� 5052 - O �X�Ͻ�Ĕ���Ħ�������^�M���M�����о����l�F���˅^�����l���ٽY�����γ��˼�С�ĵ��S��������λ�e�ܶȵ�; ��CӰ푅^�����l���^��ď���׃�Σ����l���؏ͣ������^�ߵ�λ�e�ܶȺʹ�����С�ǶȾ��硣Benavides ����[8]�����о��� 2024 �X�Ͻ��ڵ͜��c�Ҝؗl���� FSW ���^�M�����Y���������͜غ��ӽ��^���p�^�ľ����ߴ�Ҫ�ȳ�����С�ܶ�; �ں��ӜضȲ��ߕr�����p�^�����ߴ�ĺ��p�ײ���픲���u���ӣ�����e��С��
�������^�������njW�߂��P�ĵ���Ҫ���}��ֱ�ӷ�ӳ�˺��ӹ�ˇ���|����Ŀǰ�о�������Ҫ�����ڽ��^�������Ⱥ�ƣ�������ϡ�
��������[9]�����պ����� LD10 �X�Ͻ��M�����о�����Ҏ���������m�r���ɫ@�����^�������^���Ȳ��oȱ�ݡ����o׃�ε�ƽ�匦�ӽ��^�����^�����W����ԇ���������^�Ŀ������ȿ��_ĸ�ĵ� 87% �������ۺ����^�ď��ȣ�����λ�ô��λ�ڟ�Ӱ푅^��
����M. Imam[10]ͨ�^��ӱ�ɢ��( EBSD) ��������@�R( TEM) ���g�͙Cе�yԇ���M���� 6063 - T4 �X�Ͻӽ��^�^�M��������׃�����о�����D 4 �͈D 5 ��ʾ���^�쵽����^����Ҫ�����C���Ǿ��珊����λ�e�����������;����ȡ����c��׃����׃�ʺͷ�ֵ�ض����P��
������ϣ��[11]�������� 5 mm ���X�Ͻ� 7050 - T7451 ����Ħ�������^�ĵ���ƣ�������M�����о����õ��˵���ƣ�ډ������_ʽ�͑�׃ - �������������ӽ��^��ƣ�ڔ�ھ��l���i�s�����g�Ԕ��ѡ��Ѽy�ڽ��^�ײ����ѣ���ǰ�M�ȟ�CӰ푅^�c���˅^���^�Ʌ^��Uչ�����ѣ�ԓ�^�Ʌ^�����ijߴ��λ���e����^�����ܱ����^��ᘌ��X�ϽӽY�����z�����ij����ӽY����ɵIJ���Ӱ푣��ЌW���ڹ̑B�B��ԭ����������ʽ����Ħ�������ޏͼ��g�����F�ˌ����p�Ĺ̑B�a�����锇��Ħ�������pȱ�ݵ��ޏͺ͟o�ה���Ħ�����ṩ�˼��g֧��[12]��
�����������īI���Կ�������Ħ������ʹ�X�Ͻӫ@�����õĽ��^�����^�Ľ����������әC������ˇ�c�M�����ܵ��Pϵ����������Ĕ���Ħ����߀��Ҫ�Mһ�����о���
����1. 4 ���⺸
�������⺸������������ӣ����й����ܶȸߡ����ӟ�ݔ��͡����ӟ�Ӱ푅^С�ͺ���׃��С�����c��ʹ�����X�Ͻ��I���ܵ��������ҕ�����⣬���⺸���ڟo���|���ӣ�����늴Ÿɔ_�����ڴ�����M�к��ӡ����������X�Ͻ���иߵķ����ʺ����õČ������Լ����x���w���������ã����ӕr���ɱ���س��FһЩȱ�݆��}����������Ҫ�ăɂ�ȱ���ǚ�͟��Ѽy��
�����וԷ�[13]���� 5087 ���z���������ό� 4 mm ��� 5083 �X�Ͻ��M�й��w���⺸��ԇ�õ��˳������ßo���@ȱ�ݵĺ��ӽ��^�����p�M���鼚С����Ҿ���ֲ��в��B�m���c���������Ӱ푅^�������o���@�L���в������������������p�cĸ���@Ӳ���ஔ����Ӱ푅^ܛ���F�����@��
�����S���t[14]���ߏ��X�Ͻ� 2519 - T87 �M�к��ӣ����M�������W�����M�з�����ԇ�Y�����������p�M����С�����繲����ʶ̰������ֲ����rЧ�p���д�����С θ'��������������ۺϾ������]���γɵ��S���^; �������ȿ��_��ĸ�ĵ� 74% ��
�����m��[15]�о��� 5052 �X�Ͻ⺸�ӽ��^�M�������ܡ��X�Ͻ⺸�ӽ��^��Ӱ푅^��Ҫ���֦���������^��ִ�; ���p�^��Ҫ����S���������^ĸ�ĺ͟�Ӱ푅^��С���S������ʵ����ӣ��X�Ͻ⺸�ӽ��^�������������Ӻͣ��������ȵ����ֵ 204. 5 MPa�������ڞ���͵��g�C�����ò��
�������˸��ƽ��^�ij��κͽM������߽��^���ܣ�������[16]�������A�����ϡ����ĩ�� 6061 �X�Ͻ⺸�ӽM�������ܵ�Ӱ푣�����ϡ����ĩ���Ը��ƺ��p���Σ���ߺ��ӷ����ԣ����ƺ����Ѽy�Įa������ߺ��pӲ�ȣ��������˺��p�Ŀ������ȡ�
�������ں����^��������Ҫ�ăɂ�ȱ�ݣ�Ҳ�M����������о������ں����^���Юa���Ě��ȱ�ݣ�ͨ�^�ں��ӵ��^���м�����衢������ā�Դ�Լ���a���ęC�ƌ������^���Юa���Ě��ȱ���M�п��ơ��о��˼�����躸���^���й����Ē���܉�E����������c�����l�ʌ���a����Ӱ�Ҏ�ɣ��ó��ԈA��܉�E�Ē��跽ʽ����ѡ�
�������ݷ�[17]����̽ӑ�� 4 mm �� 5A06 �ߏ��X�Ͻ���w���� - MIG 늻��ͺϺ��ı������Ҏ���c������ԣ������Ĺ��w���� - MIG 늻��ͺϺ��o�茦ĸ���M�о����Ě��Դ���ƺ͏��s�ĺ���ǰ����̎����������Ч�p��������ȫ�����X�Ͻ�ԇ�ӵĽ��^���ס�
�������ں����^�̮a�����Ѽy��M. Sheikhi[18]�� 2024 �X�Ͻ⺸�������Ѽy�M����������о��������F�И˜ʵĸ��M���OӋ���_�ќʄt�����]���Ƿ����l���������ҵ����Ѽy�F��������C�ƣ�������һ��������ģ�͡�
���������īI�f���X�Ͻ⺸���ԫ@���^�õĺ��ӽ��^������ͨ�^������蹤ˇ��ϡ��Ԫ�غͼ���ͺϺ�������ʹ���^�����ܵõ�һ���̶ȵĸ��ơ���Ҳ�׳��F��ס��Ѽyȱ�ݣ��@�������X�Ͻ����Ҝ�������ķ����ʺܸߡ����⺸�����к���X�Ͻ�ĺ���߀����һ���y�ȡ�
����1. 5 ���������
���������������������������^�ߵ������ܶȣ�������ȴ����^���ԇ�������܉Fһ�γ��Σ����������^��̎����յĠ�B�£��@�Ӿͻ��������������ɵ��X�Ͻ����ȱ�ݣ���ˌ����X�Ͻ��Լ��X�Ͻ��к��ĺ��Ӿ��Ъ��صă��ݡ����������X�Ͻ����������|�������^�����w�R�a�������^�����^���҃Ȳ����ښ���Լ��Ѽyȱ�ݣ�����������Ӵ��������е�ᔼ⼰���ȱ�ݣ���Ҫͨ�^�о����Կ��ơ�
����ͨ�^�� 2A12 �X�Ͻ������Ͳ�w������ԇ�����˺���늉�����������ͺ��ٌ����^���ε�Ӱ푣��l�FӰ푽��^���ȵ���Ҫ�����ǽ��^�Ě�ס����ښ��ȱ�ݣ��ѽ�����������Ľ�Q�k������ȡ����һ����Ч�����о��ó����X�ϽӵĚ�ׁ�Դ��Ҫ�Ѓɂ�: һ���ǚ��ף�һ���� Mg��Al2O3 �� MgO ����Ĥ�IJ��������γɵĚ�ף����к��ߵ�Ӱ��^������˲����^���������ߡ��^�͵ĺ����ٶȺ͏��s�Ē���D���������^�Ě��ȱ�ݡ�Mo Z. H. [19]�����^�քe���þ��Ԓ���͈A�Β��裬����ͬ��ݔ��l���£����Ԓ������^��ȸ����A�Β������^�К�ה����^�١����G��[20]�l�F�A������ۿ���ͬ�r������������ӽ��^�ď��Ⱥ����ԣ����䌦���^������Ӱ푸�����ʹ���p�^�ľ����M��׃�ôִ�
���������I���I��W�� 25 mm ��� 2A12 �X�Ͻ����M������������ӽ��^�M�������ܷ�����о����Y���������ڱ��C���ėl���£����ø��ٺ����Լ�������蹤ˇ���@�����ƺ��ӽ��^�|�������p�еď������� S + θ �࣬Һ�B���p���ٲ��������̽Y����ʹ�����|Ԫ���ھ���̎�ۼ��������ɳ����ڶ���ʹ�����Ƭ�������M���M�ɡ����^���Ȟ� 383 MPa�����^�������ۺυ^����ڳʬF�����ؾ� - �����g�C��ϔ��љC�ơ�
��������ijЩ�X�Ͻ����������ӣ����ɂȲ��ό���ݔ�������a����r��һ�����ƫ�����ļ��g���@�ӿ�����Ч�Č��F��ݔ��ķ��䡣�ЌW�߷քe������������к���ƫ�������g���о��� SiC �w�������X���ͺϲ��� SiCp /2024 �c 2219 �X�Ͻ�Ľ��^�M�������W���ܣ����p̎��������ᘠ��w Al4C3���ͺϲ��ϟ�Ӱ푅^�в�������һ���^խ�ą^�������˴����� Al4C3��������������Ȟ� 131 MPa����ĸ�ĵ� 54% �����ў���͵Ĵ��Ԕ���[21]���S����������ӵİlչ��Ŀǰ�ѽ��lչ����������ķ������Ӽ��g��ͨ�^�������g�܉F������Ķ��^�ӡ�T. V. Olshanskaya [22]�о�������������еĹ������x���g����D 6 ��ʾ����������ĄӑB��λ������ AlMg6 �X�Ͻ�ĺ����У����x�˱���ȱ�ݵĺ����γɵĘ˜ʣ��������һ�N�X�Ͻ�������������ӵ���ѷֽⷽ����
����Ŀǰ�����X�Ͻ���������ӵ��о���Ҫ�����ڌ���ˇ�ͽM����ȱ�ݷ������棬ᘌ�������������������c���Mһ����߽��^���ܴ����y�ȣ����ں����۳����Ӽ����p���εęC�����о������^�١�
����2 �lչ�cչ��
�����X�Ͻ����鹤���ϏV��ʹ�õIJ��ϣ��ڽ��İlչ�а�����Խ��Խ��Ҫ�Ľ�ɫ���X�ϽӼ��g����ˇ����߾��@���Ȟ���Ҫ���S���Ƽ����M�������ӷ���Ҳ�ڲ�������ࡣ�F�ڵĺ� �� �� �g���o Փ �� �� �y �� MIG ����TIG ����߀�Ǹ��������ӻ������d��Ĕ���Ħ������������ͨ�^ԇ�_����ĺ��ӹ�ˇ����������Ĺ�ˇ�����£����^��ȱ�ݿ��Եõ���Ч�Ŀ��ƣ����p�������ò��Ҿ������õ�ʹ�����ܡ����nj��ں��ӹ�ˇ�����p�����Լ�ȱ�ݮa���ęC���о�߀�������룬��Ҫ�Mһ���M���о���
����3 �Y �Z
�����C�����X�Ͻӷ������о��F�ָ������ڵĆ��}�������X�Ͻ��M����չ����Ŀǰ�����X�Ͻ�ĺ��ӣ����y�� MIG ����TIG ����ռ������; ����Ħ���������⺸����������ӌ��X�Ͻ�ĺ����@ʾ���˸��õ��m����; ���к���X�Ͻӷ��棬��������Ӿ������@���ݡ��S�����X�ϽәC����������о����X�Ͻӹ�ˇ�IJ������ƣ��X�Ͻ������õ�Խ��Խ�V����ʹ�á�——Փ�����ߣ�ꐇ��c �����i �� �� ������ �T����
SCISSCIAHCI