0
发表咨询在线!

發(fā)布時(shí)間:2022-02-10所屬分類:工程師職稱論文瀏覽:1次
摘 要: 摘 要:采用預(yù)置涂層法,在基材 45 鋼表面預(yù)置金屬 Ni60+WC 粉末,通過試驗(yàn)采用不同的激光工藝參數(shù)獲得不同的熔覆層,并進(jìn)行參數(shù)優(yōu)化。 借助光學(xué)顯微鏡、掃描電鏡、摩擦磨損試驗(yàn)機(jī)等對激光熔覆層的合金元素分布、組織結(jié)構(gòu)、磨損特性等進(jìn)行了系統(tǒng)的研究。 結(jié)果表明,選

摘 要:采用預(yù)置涂層法,在基材 45 鋼表面預(yù)置金屬 Ni60+WC 粉末,通過試驗(yàn)采用不同的激光工藝參數(shù)獲得不同的熔覆層,并進(jìn)行參數(shù)優(yōu)化。 借助光學(xué)顯微鏡、掃描電鏡、摩擦磨損試驗(yàn)機(jī)等對激光熔覆層的合金元素分布、組織結(jié)構(gòu)、磨損特性等進(jìn)行了系統(tǒng)的研究。 結(jié)果表明,選用體積分?jǐn)?shù)為 50vol%、粒度為 1 μm 的 WC 復(fù)合涂層,采用優(yōu)化的工藝參數(shù)所得到的熔覆層,其耐磨性能是淬火 45 鋼的 7 倍,是 Ni60 涂層的 5倍。
關(guān)鍵詞:激光熔覆; WC 顆粒; Ni 基合金;工藝參數(shù); 耐磨性能
激光熔覆是一種新型的表面強(qiáng)化方法, 它利用高功率、高能量密度的激光束,將合金粉末或陶瓷粉末與基體表面迅速加熱并熔化, 光束移開后快速冷卻,形成稀釋率極低、與基體材料成冶金結(jié)合的表面涂層,從而顯著改善基體表面的耐磨、耐蝕、耐熱、抗氧化及電氣特性等。 Ni 基合金熔覆層以其較高硬度、 高溫耐磨性和高溫耐腐蝕性, 被廣泛應(yīng)用于電力、冶金、石化、機(jī)械等領(lǐng)域。 WC 陶瓷具有較高的硬度和化學(xué)穩(wěn)定性, 與鎳等金屬形成金屬陶瓷復(fù)合材料(硬質(zhì)合金),常用于切削工具、耐磨零部件等。 然而,WC 硬而脆,且在受熱時(shí)易分解、溶解及氧化,使得熔覆層中 WC 體積分?jǐn)?shù)受限制,甚至導(dǎo)致涂層存在裂紋等缺陷,因而大大限制了激光熔覆 WC-Ni 基合金涂層的應(yīng)用[1]。
激光功率主要決定線能量的大小, 從而影響熔覆層的狀態(tài), 離焦量會影響線能量的大小及表面平整度,道間間距主要決定表面平整度,掃描速度影響線能量。本文通過優(yōu)化以上工藝參數(shù),獲得了表面平整均勻的熔覆層;WC 的粒度和體積分?jǐn)?shù)決定了熔覆層的硬度及耐磨損性能,通過優(yōu)化 Ni60(NiCrBSi) + WC 配比,獲得了界面結(jié)合良好、成分均勻和耐磨損性能優(yōu)異的熔覆層。
1 試驗(yàn)材料、設(shè)備及分析方法
1.1 試驗(yàn)材料
WC 顆粒原始粉末的粒度為 1、5、20μm。 45 鋼基體的尺寸為 45mm×25mm×3mm。 先利用丙酮清洗基體,再采用 100 目的棕剛玉進(jìn)行噴砂處理,噴砂角度為 90°(垂直噴砂), 噴砂完畢后, 再用丙酮清洗,目的是增強(qiáng)復(fù)合涂層與基體的潤濕性。粘結(jié)劑為 5%聚乙烯醇水溶液, 將絮狀聚乙烯醇放入水中,水浴加熱到 90℃,保溫 2~3 h,讓其充分溶解,最后出現(xiàn)清晰的透明狀液體。 將基體預(yù)熱到 400℃左右為宜,這樣基體表面形貌好,又不會導(dǎo)致基體晶粒明顯長大。 采用氮?dú)膺M(jìn)行氣體保護(hù),這樣熔池中氧含量大大減小,WC 分解的 C 就不會和 O 結(jié)合, 避免了氣孔的形成,耐磨性能提高。 Ni60 包裹 WC 顆粒,熔覆層中 WC 顆粒保留原來的形貌,Ni60 溶解充分, 與基體混合達(dá)到冶金結(jié)合。 Ni60 包裹 WC,增強(qiáng)熔覆層耐磨性能[1]。
1.2 試驗(yàn)設(shè)備
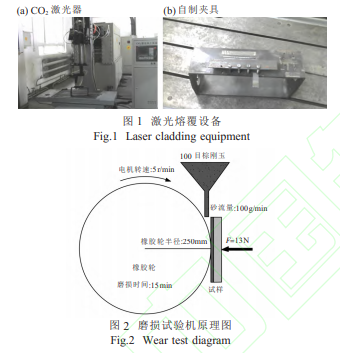
激光熔覆設(shè)備見圖 1, 包括 CO2 激光器和自制夾具。 磨損試驗(yàn)機(jī)原理圖見圖 2,磨損參數(shù)見圖中標(biāo)注。
1.3 激光熔覆工藝參數(shù)試驗(yàn)
首先進(jìn)行基體處理。 將線切割加工好的試樣進(jìn)行噴砂處理,然后再用丙酮進(jìn)行擦拭。目的是讓液態(tài)的熔覆層和基體能夠進(jìn)行很好的潤濕, 進(jìn)而達(dá)到較好的冶金結(jié)合。
配置 5%聚乙烯醇水溶液粘結(jié)劑。 將絮狀聚乙烯醇放入水中,加熱到 90℃,保溫 2~3 h 即可。 本次試驗(yàn)采用預(yù)置涂層法。 將 5%聚乙烯醇水溶液與復(fù)合粉末充分?jǐn)嚢杈鶆颍?然后采用軟毛刷將其刷到準(zhǔn)備的好的基體上,每次都用吹風(fēng)機(jī)吹干后再刷,大約經(jīng)過 30 次左右才能達(dá)到 600~800μm 的厚度。 通過反復(fù)涂刷發(fā)現(xiàn),剛開始時(shí),復(fù)合粉末和聚乙烯醇水溶液體積比為 1∶1,最后為 1∶2,中間連續(xù)變化,來回刷,這樣刷出來的表面平整、成分均勻、效果較好。
上述步驟完成后將試樣在 100℃下烘干 4 h,讓水分蒸發(fā)。
對于一定 WC 粒度和體積分?jǐn)?shù)的涂層,磨損量隨激光功率的變化如表 1 所示。當(dāng)激光功率低時(shí),F(xiàn)e 元素不熔于合金熔覆層,稀釋率低,WC 體積分?jǐn)?shù)保留下來較多,故磨損量小。雖然低功率的摩擦磨損特性好,但是由于激光功率低,不能得到良好的熔覆層表面。由于熔覆層吸收的熱量低,熔覆層與基體不能形成良好的結(jié)合面。 激光功率過高時(shí),F(xiàn)e 元素容易上浮,稀釋率大大增加。 另外,WC 受熱分解,產(chǎn)生氣孔,導(dǎo)致熔覆層成分不均勻,WC 體積含量低,故熔覆層耐磨性能差。 因此,應(yīng)選擇適當(dāng)激光功率,一般來說,激光功率應(yīng)在 1.8~2.0 kW 為宜。
磨損量隨掃描速率的變化如表 2 所示。 掃描速度低時(shí),熔覆層接受的熱輸入多,基體元素進(jìn)入熔覆層,導(dǎo)致稀釋率增加,進(jìn)而降低耐磨性能。另外,過低的掃描速度甚至?xí)驗(yàn)檫^大的熱輸 入造成 WC 分解,最終也是降低稀釋率,從而耐磨性能降低。 掃描速度過高時(shí)會導(dǎo)致熔覆層成分不均勻, 甚至出現(xiàn)宏觀上的不連續(xù)。 因此, 一般選擇掃描速度為 200~ 300mm/min 為宜, 這時(shí)既能保證合適的熱輸入,又能保證熔覆層良好的質(zhì)量。經(jīng)過對比試驗(yàn)發(fā)現(xiàn),對于中等偏粗的粉末, 較為合理的參數(shù)為: 激光功率為 1.8 kW、離焦量為+16.5 mm、道間間距為 1.8 mm、掃描速度為 200mm/min。 對于細(xì)粉,較合適的組參數(shù)為:激光功率為 2.0 kW、離焦量為+22.5 mm、道間間距為 2.2mm、掃描速度為 300mm/min。
對于不同 WC 粒度 (1、5 和 20μm), 隨著 WC 體積分?jǐn)?shù)的增加,磨損量近似呈線性減小,即耐磨損性能增加。 因此,要在一定程度上提高 WC 的體積分?jǐn)?shù),從而提高其耐磨損性能。 但是,隨著 WC 體積分?jǐn)?shù)的不斷提高,該曲線會有最小值。 當(dāng) WC 體積分?jǐn)?shù)過高時(shí),耐磨性能反而降低,原因是涂層脆性增強(qiáng), 且 Ni60 含量降低也會導(dǎo)致涂層粘結(jié)性不好,在磨損試驗(yàn)時(shí) WC 成片脫落。 即隨著 WC 體積分?jǐn)?shù)的增加, 耐磨損性能先增強(qiáng) 后減弱, 當(dāng)體 積分?jǐn)?shù)為50vol%時(shí)出現(xiàn)極大值,這時(shí)耐磨損性能最優(yōu)。
1.4 熔覆層性能表征
基于上述的最佳激光熔覆工藝參數(shù)和最佳 WC 體積分?jǐn)?shù),對不同粒度的 WC+Ni60 涂層進(jìn)行試驗(yàn),使用掃描電鏡 SEM 和耐磨損試驗(yàn)失重對熔覆層微觀形貌和耐磨性能進(jìn)行表征。
2 試驗(yàn)結(jié)果及分析
2.1 結(jié)合面 SEM 形貌觀察及分析
基體與 Ni60 合金粉末熔覆層形貌見圖 3。 由圖可見基體與 Ni60 粉末經(jīng)過激光熔覆后的結(jié)合界面形貌,界面已達(dá)到冶金結(jié)合。
2.2 基體表面激光熔覆 Ni60+WC 復(fù)合涂層分析
鎳基合金中 加入了極具 抗磨能力的 WC 顆粒后,一方面,WC 顆粒的溶解有利于涂層的固溶強(qiáng)化以及重新凝固過程中共晶碳化物的第二相強(qiáng)化。 另一方面, 未熔的 WC顆粒本身以及共晶碳化物等對涂 層 組 織 的 枝 晶 及 共 晶 組 織 的 細(xì) 晶 強(qiáng) 化 , 都 使 Ni60+WC 涂層的耐磨性明顯高于 Ni60 涂層。 當(dāng)加入較多的 WC(體積分?jǐn)?shù) 50vol%) 時(shí),這些效果越明顯。 另外,鎳與鈷基合金間具有良好的相容性,鎳包 WC 與鎳基合金之間存在溶解與擴(kuò)散也使得 WC 與基體熔為一體, 增強(qiáng)了 WC 與基體合金的結(jié)合,使 WC 顆粒在磨損過程中不易脫落,且 Ni60 粉末的包覆作用也使 WC的殘留量明顯增多[2]。
圖 4 為不同 WC 粒度的熔覆層表面形貌。 經(jīng)過元素分析確認(rèn), 白色顆粒狀為未熔化的 WC 顆粒,包裹在 WC 顆粒周圍的黑色部分為熔化的 Ni60 合金粉末,灰色部分為碳鋼基體。 Ni60+WC 激光熔覆試驗(yàn)時(shí),Ni60 合金粉末完全熔化, 而 WC 不完全熔化, 只是少量較細(xì)的粉末發(fā)生熔化。 熔覆層中仍有部分 WC 顆粒未熔化,保留著原始顆粒狀。 相比于中等偏粗 WC 顆粒熔覆層,細(xì)粉 WC 熔覆層中 WC 顆粒分布更加均勻,鎳基合金粉末包裹 WC 更加密實(shí),熔覆層強(qiáng)韌性也更佳。
2.3 不同粒度 WC+Ni60 合金涂層耐磨損性能表征
表 3 為體積分?jǐn)?shù)為 50vol%時(shí)不同 WC 粒度磨損量。 由表中數(shù)據(jù)可知, 不同的 WC 粒度和相 同(50%) 體積分?jǐn)?shù)中, 當(dāng)粒度為 1μm、 體積含量為 50vol%的復(fù)合涂層,其耐磨性最好。 一方面,較細(xì)顆粒的 WC 被 Ni60 粉末包裹的較密實(shí), 在磨損試驗(yàn)時(shí),不太容易造成整個(gè)顆粒的脫落,磨損時(shí)受到的剪切力相對于小顆粒的 WC 來說較小。 相反,大顆粒的 WC 受力較大,加之 Ni60 包裹不密實(shí),粒度較大的 WC 在磨損時(shí)由于以磨粒磨損的機(jī)制剝落,所以耐磨損性能不好。 因此,較大顆粒的 WC 耐磨損性能相對較差。 另一方面,由較小顆粒的 WC 構(gòu)成的復(fù)合涂層相對于大顆粒的 WC 涂層, 其韌性較好,激光熔覆時(shí)由于快熱快冷,熱應(yīng)力較大,較小顆粒的 WC 由于韌性好, 有助于內(nèi)應(yīng)力釋放而不容易產(chǎn)生裂紋,整個(gè)熔覆層組織完整致密,耐磨損性能較好[3]。 粒度為 1μm 體積含量為 50vol%/WC+Ni60 激光熔覆復(fù)合涂層耐磨性能大約是淬火 45 鋼的 7 倍,是激光熔覆 Ni60 涂層耐磨性能的 5 倍。
3 結(jié)論與展望
(1) WC 體積分?jǐn)?shù)為 50%時(shí), 熔覆層磨損量隨著 WC 粒度的增加而增加。 原因是當(dāng) WC 粒度增加時(shí),熔覆層的硬脆性傾向增大,磨損時(shí)以磨粒磨損為主,WC 顆粒成塊脫落。
(2) 從表面形貌來看,對于中等偏粗的粉末,較為合理的參數(shù)為: 激光功率為 1.8 kW、 離焦量為+ 16.5 mm、 道 間 間 距 為 1.8 mm、 掃 描 速 度 為 200 mm/min。 對于細(xì)粉,較合適的參數(shù)為:激光功率為 2.0 kW、離焦量為+22.5 mm、道間間距為 2.2 mm、掃描速度為 300mm/min。
(3) 比較了同一體積分?jǐn)?shù) 50vol%、不同 WC 粒度的復(fù)合粉末,經(jīng)過激光熔覆耐磨涂層,當(dāng) WC 粒度為 1μm 時(shí),熔覆層的耐磨性能最好,其耐磨性能是淬火 45 鋼的 7 倍,是 NiCrBSi 的 5 倍。
(4) 今后可以對微米 WC+納米 WC 的多粒度復(fù)合粉末進(jìn)行研究。 因?yàn)榧尤胛⒚?WC 激光可保證熔覆層的硬度和耐磨損性能,納米 WC 的加入增強(qiáng)了熔覆層的韌性,抗裂性能大大增強(qiáng),所以,復(fù)合粉末的耐磨性能會有較大的提高[4-5]。——論文作者:陳永剛
參考文獻(xiàn):
[1] 陳書法,何祥明,楊茂盛,等.激 光 熔 覆 制 備 NiCr/Cr3C2-WS2- CaF2 復(fù)合材料涂層[J].材料熱處理學(xué)報(bào),2012,33(10):21-25.
[2] 匡建新,汪新衡,黃開有.激光熔覆 Ni 基微-納米 WC 金屬陶瓷涂層組織及干滑動磨損性能[J].熱加工工藝,2010,39(2): 47-49.
[3] 徐采云,陳華輝,諶俊,等.激光熔覆微-納米 WC 復(fù)合涂層的干摩擦磨損性能[J].金屬熱處理,2006,31(z1):146-148.
[4] 李震.激光熔覆鎳基碳化鎢涂層組織與性能研究[D].天津: 天津工業(yè)大學(xué),2015.
[5] 馬向東,劉東方,黃亮亮.燒結(jié)碳化鎢增強(qiáng)激光熔敷涂層耐磨性研究[J].潤滑與密封,2016,41(6):1-3
声明:①文献来自知网、维普、万方等检索数据库,说明本文献已经发表见刊,恭喜作者.②如果您是作者且不想本平台展示文献信息,可联系学术顾问予以删除.


