�l(f��)���r(sh��)�g��2021-10-12���ٷ�����̎��QՓ���g�[��1��
ժ Ҫ�� ժҪ:���ø߉�ĥ��ˮ�и�����մ�,�о��߉�ĥ��ˮ��ˇ����(sh��)��(du��)���и���ȵ�Ӱ푡����մɲ������W(xu��)�߉�ĥ��ˮ���w���W(xu��)���A(ch��)���l(f��),�����_�����ͼӹ�����(sh��)�P(gu��n)ϵ����(sh��)�(y��n)�Y(ji��)�������и�����cˮ�ĉ���������,�c�����Ƅ�(d��ng)�ٶȳɷ��ȡ�����Ӳ�|(zh��)�Ͻ���մɃɷN�����Ƃ���ĥ
����ժҪ:���ø߉�ĥ��ˮ�и�����մ�,�о��߉�ĥ��ˮ��ˇ����(sh��)��(du��)���и���ȵ�Ӱ푡����մɲ������W(xu��)�߉�ĥ��ˮ���w���W(xu��)���A(ch��)���l(f��),�����_�����ͼӹ�����(sh��)�P(gu��n)ϵ����(sh��)�(y��n)�Y(ji��)�������и�����cˮ�ĉ���������,�c�����Ƅ�(d��ng)�ٶȳɷ��ȡ�����Ӳ�|(zh��)�Ͻ���մɃɷN�����Ƃ���ĥ�χ���,�о��ˇ���ĥ�p���c�ӹ�����(sh��)���P(gu��n)ϵ,����SEM�����ˇ���ĥ�pԭ��
�����P(gu��n)�I�~:ĥ��ˮ;�����մ�;ĥ�χ���
����0����
���������մɲ��Ͼ��иߵď�(qi��ng)�Ⱥ�Ӳ��,������Ѓ�(y��u)�����͟��ԡ��͵Ă���(d��o)���c����Û�ԡ��ܸߵ���ĥ�Լ��������Եȃ�(y��u)�c(di��n),ʹ������ӡ��C(j��)е�����������պ���ȹ��I(y��)�õ��V����(y��ng)�á��S���ƌW(xu��)���g(sh��)�l(f��)չ,�䑪(y��ng)���I(l��ng)��?q��)��������V�������ڹ����մɲ��Ͼ��иߵď�(qi��ng)�Ⱥ�Ӳ��,����Â��y(t��ng)�Ľ��ټӹ������y�ڌ�(sh��)�F(xi��n)���߉�ĥ��ˮ�ӹ��ǽ�20����l(f��)չ������һ�T�¼��g(sh��),�����и��ٶȿ졢�o��Ч��(y��ng)����(ji��)�s���ϡ���׃�εȃ�(y��u)�c(di��n)��ͨ�^��(sh��)�(y��n)�о��߉�ĥ��ˮ�ӹ�Ӳ���մɲ����и�C(j��)������ѹ�ˇ����(sh��),���M(j��n)һ���о�Ӳ���Բ��ϼӹ������ͼӹ���ˇ�춨���A(ch��)��
����1��(sh��)�(y��n)�l��
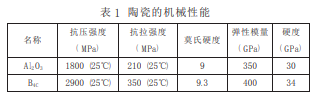
�����߉�ˮ������ˮ��(j��ng)�^������ʹ�䉺���_(d��)��300MPa����,Ȼ��(j��ng)�{(l��n)��ʯ����������{(l��n)��ʯ����ֱ����0.16~0.5mm,ĥ��ˮ����ߴ���(n��i)��ֱ��0.8mm,�L76mm,���|(zh��)�x��Ӳ�|(zh��)�Ͻ���մ����졣Ӳ�|(zh��)�Ͻ��������Ӳ�|(zh��)�Ͻ��,������o���͟��Y(ji��)�����Ƃ�,�Ƴɰ��Ϻ�,���ý���ʯĥ݆ĥ����A,��늻�С�ӹ��O(sh��)�䌦(du��)���M(j��n)��С�ӹ����մɇ�����ÔD�����Y(ji��)�����Ƴɡ�ĥ�ϲ�����Ȼʯ��ʯĥ�ϡ��и���ϲ��ÃɷN�մ�,��C(j��)е�������1��ʾ����(sh��)�(y��n)�O(sh��)���x��FLOW�߉�ˮ�O(sh��)�䡣ԇ�(y��n)�r(sh��)���É���200~400MPa,ˮ�����������4.86L/min,����ʞ�55kW,ĥ��������0~3.3g/s�и��ٶ�0~30m/s,���ú���ʽ��ĥ�p�ć����þ��и����_����S—360������R�^��ĥ�p���漰���V������ĥ�p�����þ��Ȟ�0.1mg��TG328—A������ƽ�y��ԇ�(y��n)ǰ��������pʧ��
����2�Y(ji��)������
����2.1�մɱ�����м�γ�
���������w���W(xu��)��֪,��(d��ng)����һ���r(sh��),�����c����e�ɷ���,�@�r(sh��)����(j��ng)��������ٿ��_(d��)���ٵ�2~3��,�ɴˮa(ch��n)����(qi��ng)��ě_�������������մɿ�����(qi��ng)�ȼ�Ӳ�Ⱥܸ�,�ɸ߉�ˮ�a(ch��n)���ě_����߀С��������_����,��ĥ�Ͻ�(j��ng)ݔ��ϵ�y(t��ng)�����и��^���ǻ,��(j��ng)�߉�ˮ���ٺ��ُ�ĥ��ˮ�������������ĥ�ώ���һ�������,����ĥ�Ͽ��ɛ_���^,ĥ���ڸ���ˮ�Ď���(d��ng)��(du��)�մɱ�������һ��(g��)�ܴ�_����F�������մɲ��Ͼ��w�Ļ��W(xu��)�I��Ҫ�ɹ��r(ji��)�I���x���I��ϽM�ɡ����W(xu��)�I����Ͳ�ͬ,ֱ��Ӱ푲��ϵď���ģ����Ӳ�ȵı�ֵ�������IE/Hv=250,�x���IE/Hv=80~120,���r(ji��)�IE/Hv=20,��ֵԽС,����Խ���ɱ�1��֪Al2O3��B4C��E/Hvֵ�քe��11.67��11.76��������dF�ě_����������,������揗�Դ�,������С,��ĥ�ω��^ǰ�ˮa(ch��n)�������Ѽy�͙M���Ѽy,��ĥ��ˮ�B�m(x��)�_����,�Ѽy�����U(ku��)չ����������r(sh��),��м�Դ��Ԕ�����ʽ���մɱ���Ó�䡣
�������P(gu��n)֪�R(sh��)���]���l(f��)��Փ����ô�ҾW(w��ng)�j(lu��)�װl(f��)���ڿ�
���������(sh��)�����մɵı����ܞ�10~15J/cm2�����ڹ����մ��^���ԭ���g϶���͵ı����ܺ��^�ߵď���ģ��,ʹ�մɲ��ϳʬF(xi��n)���ߵĴ��ԡ��ı�1���Կ����͵Ŀ����Ϳ�����(qi��ng)��֮�Ȟ�0.11��0.12,ͬ�r(sh��)Al2O3�ď���ģ��Ҳ��B4CС�����Al2O3��B4C�����Դ�Al2O3��ڵ���ò���Կ��������a(ch��n)��������Ѽy,ͬ�r(sh��)�Ѽyǰ���л���׃�Ρ���B4C��ڿ��Կ�������涼�DZ���İ���ͬ�r(sh��)�a(ch��n)�����Ѽy�L��Ҳ��Al2O3С���ăɂ�(g��)��ڵķ����õ�B4C����м�Ա��������Al2O3���Ѽy������������
����2.2�߉�ĥ��ˮ�и��մɄ�(d��ng)������
����2.4�����Ƃ估ĥ�p�C(j��)������
�����߉�ĥ��ˮ�������и��^��������Ҫ����,��ʹ�É�������ĥ�Զ�ֱ���P(gu��n)ϵ���ӹ��|(zh��)���ͼӹ��ɱ������ڸ߉�ĥ��ˮ���������ͼӹ��y���^��,ҲӰ�����ʹ��,��2��ɷN���|(zh��)���܅���(sh��)���D3��ʾ�释���ĥ�p���c����֮�g�P(gu��n)ϵ�������ĈD�п��Կ���ĥ�p���S������������ӡ���������,ˮ�����ٶ�����,ĥ�ϛ_���(d��ng)�ܼӴ�,ĥ�ό�(du��)����ě_�����Ӵ��ɴ����ĥ�p���Ӵ���,ˮ�����ٶȼӴ�,��λ�r(sh��)�g��(n��i)�M(j��n)�뇊���ĥ�ϔ�(sh��)��Ҳ����,��(d��o)��ĥ�ϛ_ײ�C(j��)�ʼӴ�(du��)�����(n��i)�ױ���_���Δ�(sh��)���ӡ��������ĥ�Գ�����������,߀ȡ�Q�ڇ������Ӳ�Ⱥ͇�����ϡ�ͨ�^��2���Կ���Ӳ�|(zh��)�Ͻ���@Ӳ�Ȟ�1700Hv,���մɵ��@Ӳ�Ȟ�1400Hv��Ӳ�|(zh��)�Ͻ��Ӳ��Ҫ���մɴ�ö�,�ĈD3��Ҳ���Կ���,Ӳ�|(zh��)�Ͻ����ĥ�Ա��մɸ߳�ʮ�ױ��������մɇ���IJ��������ļ��ȡ����Ⱥ͟��Y(ji��)��ˇ���T����ҲӰ���������Ӳ�Ⱥ���ĥ�ԡ��մɇ����(n��i)���汻�_�g���^��ĜϺ�,���IJ�λ��(du��)����ĥ���γɺܴ������,�Ķ�������ĥ�p�������ӡ��Č�(sh��)�(y��n)�Y(ji��)���Ͽ�,�����õ�ʯ��ʯĥ��Ӳ�ȸ��_(d��)1300Hv,���ӽ����մ�Ӳ��,Ҳ�Ӵ��ˌ�(du��)�մɵě_�gĥ�p������,�����(n��i)����ĴֲڶȌ�(du��)��ĥ��Ҳ���кܴ�Ӱ푡����ڇ�������(sh��)���Ǵ��Բ��������,����ֲڶȴ�,�γ�������,���a(ch��n)���_���Ѽy,���ĥ�p�ӄ���
�����D4��Ӳ�|(zh��)�Ͻ�����ĥ�p�����SEM��Ƭ,���Կ����������^��ě_�g�Ϻۡ����ϸ߉�ĥ��ˮ����,�����^�̺͙C(j��)���^���(f��)�s��������(g��)������ĥ���܉����M(j��n)�������Ą�(d��ng)����һ��ĥ�ς}ĥ�ϸ߶Ȯa(ch��n)��������,�����ص�������Ҫ����ĥ�ϲ���������ǻ�Ą�(d��ng)��;���Ǹ���ˮ�����a(ch��n)������վ�������,�@��ĥ���܉���������Ҫ?ji��ng)��?����ˮ������(du��)ĥ�ϵě_ˢ����ʹ����������(d��ng),�M(j��n)����������(sh��)�H��һ���M(j��n)��������ĥ���^��,��ĥ�Ͻ�(j��ng)�^�״���ײ���M(j��n)�����������ڳ�ʼ�r(sh��)ĥ��֮�g������ײ,ĥ�ό�(du��)�ױڛ_���Δ�(sh��)�^��,ͬ�r(sh��),ĥ������Ҳ��,��ɇ�����ڶαȳ��ڶ�ĥ�p�^��(y��n)�ء����ڇ�������WC��Co����,���ϴ��Դ�,��(n��i)�����ڸ���ĥ�ϛ_��������,�������γ��Ѽy,���Ѽy�U(ku��)չ�γɰ��ӡ������Ǯ�(d��ng)�M��Ӳ�|(zh��)�Ͻ��WC�����^��r(sh��),��Щ�ִ��w�������ױ��_����������,�ć����ĥ�p���V�D(�D5���D6)�п��Կ���,ĥ�pǰ�������Ҫ�ɷ���WC��Co,ĥ�p�����ijɷֳ�WC��Co����,߀���F(xi��n)��AL��Fe��ʯ��ʯԪ�سɷ֡��@��Ҫ�Ǹ߉�ĥ��ˮ�е�ʯ��ʯĥ���c�������a(ch��n)����(qi��ng)��Ħ��,����˲�g�ض�����,���|����a(ch��n)���^��Ļ��W(xu��)����,���ʯ��ʯԪ��?c��i)U(ku��)ɢ��������,��׃��WC�cCo�Y(ji��)�Ϗ�(qi��ng)��,���ͱ���Ӳ��,��(d��o)����ĥ���½���ͬ�r(sh��)��ĥ�p�ı������V��߀���Կ��������ijɷ�,�ڸ���ˮ�_��������,�п���ˮ�a(ch��n)���⻯,��ɱ�������,Ҳ��(d��o)�±���Ӳ���½���
����3�Y(ji��)Փ
�����߉�ĥ��ˮ�и���մɲ��ϕr(sh��)�и������Ҫ�cˮ�ĉ���������,�c������Ƅ�(d��ng)�ٶȳɷ��ȡ���м��Ҫ��ĥ�ϵě_��,��(d��o)�±����Ѽy���γɮa(ch��n)�����ѡ�ĥ��ˮ�����ĥ�p�ɲ��������͛_�g��ɡ������Ӳ�Ȍ�(du��)�_�gĥ�pӰ푺ܴ�,ͬ�r(sh��)������ό�(du��)������Ҳ��һ����Ӱ푡��������ĥ����Ҫ�ܵ�ˮ�ĉ���Ӱ�,���c���������ȡ�——Փ�����ߣ��w��Ӣ,ʯ�S��,����(qi��ng)