�l���r�g��2021-03-19���ٷ�����̎��QՓ���g�[��1��
ժ Ҫ�� ժҪ:���ù�W�@�R��������R���ֶ�ϵ�y�о���AISI8630呼���ͬ��̎����ˇ��ԇ��Ʒ�����W���ܺͽM����Ӱ푣��Y������:ˮ�����呼��IJ��@����ȫ�R���w����R���w�M�����ػ��@�������w�M�������ԝM��呼�������Ҫ����Ӱ푲������W���ܵ�ԭ��
����ժҪ:������W�@�R��������R���ֶ�ϵ�y�о���AISI8630呼���ͬ��̎����ˇ��ԇ��Ʒ�����W���ܺͽM����Ӱ푣��Y������:ˮ�����呼��IJ��@����ȫ�R���w����R���w�M�����ػ��@�������w�M�������ԝM��呼�������Ҫ����Ӱ푲������W���ܵ�ԭ�������̼����ķֲ��ΑB����ò���ɞ錍�H�aƷ�ƶ���̎����ˇ�ṩ����������
�����P�I�~:AISI8630;�͜؛_���g��;�ػ�;̼����
����ij��˾���ҏSӆ؛�ĺ������AISI8630�ď��Ⱥ͵͜؛_���g��ָ��Ҫ����^�ߣ�Rm≥1034MPa��Rp0.2≥896MPa��A��17%��Z��54%��-18��KV2��27J��A��Z�酢��ָ�ˡ���ˣ��ҏS�����ϵĻ��W�ɷ��M���˃����OӋ�����M��ϵ��ԇ�о��˲�ͬ��̎����ˇ���������W���ܺͽM����Ӱ푣��錍�H���a���ƶ������ğ�̎����ˇ�ṩ������
����1������
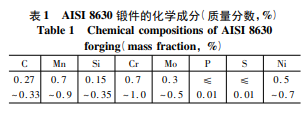
����ij�Sӆ؛��AISI8630呼����W�ɷ�Ҋ��1��ʾ��ұ�������V������40kg���������늴ŸБ��۟����g��ұ���͝�ע�Ȳ��E������շ����ȣ������öհι�ˇ��ʽ����呱Ȟ�5.4��
����2��s�D׃��������׃�R���c�Ĝy���Y��
�����ô����׃�x�y���˲��ϵ���׃�c����s�������õ����½Y��:
����(1)AISI8630䓵�Ac1��739�棬Ac3��823�档
����(2)TTT�����ɾC�Ϸ�ӳ�^��W���w�ڲ�ͬ�^����µĵȜ��D׃�^�̡�AISI8630�^��W���w�ڲ�ͬ�ضȅ^�g�ɰl�����N��ͬ���D׃:�ߜ��D׃�^�����l������w�D׃;�М��D׃�^�����l��ؐ���w�D׃;�͜��D׃�^�����l���R���w�D׃��
����(3)��CCT�����д���������׃�^�g:��s�ٶ�����“F+P”�^���^�����ٵ�“B”�^��������s��“M”�^��
����(4)AISI8630䓵�Ms��365�棬�@����ȫ�R���w���R�����ٞ�1200��Nmin��
����3��ͬ��̎�����������W���ܺͽM������
�����ڟ�̎���t��ģ�M��ͬ�����s��ʽ���ػ�ضȌ��������W���ܺͽM����Ӱ푡�����ԇ�ӳߴ���5mm�ĈA����ԇ�ӣ����Ҝ����M��ԇ�_���g��ԇ�ӳߴ��10mm×10mm×55mm���ı�V��ȱ��ԇ�ӣ�ԇ�ضȞ�-18�档
�������P֪�R���]����칤ˇՓ���u�Q�l��
����������׃�c�y���Y��Ac3��823�棬��˿��x880�����ϵĴ��ض��M�П�̎��ģ�Mԇ
��������һ:ģ�M呼�����̎����Ч�ں�115mm)�ğ�̎���^�̣������x������ض�905�棬���ض�880�桢������䣬�ػ�ضȞ�530�棬ģ�M��̎����ˇ��D1(a)��ʾ�����W����ԇ�Y����:Rm��1067MPa��Rp0.2��898MPa��A��14.5%��Z��62%��-18��KV2��15J���M����ػ�ؐ���w(����ؐ���w+�O����ؐ���w)�������Ȟ�7.5�������ϵď����ܝM�㼼�gҪ�������g��ָ�˾��^�͡�
����������:ԇ�ӿ������ٵ��ڌ��H呼��IJ����٣����ڹ�ˇ����һ���A�ό�ԇ���M�д��L��s���������٣����w��ˇ��D1(b)��ʾ�����W����ԇ�Y����:Rm��1052MPa��Rp0.2��907MPa��A��18%��Z��61%��-18��KV2��7.4J���M����ػ�ؐ���w+�ػ������w(�s35%)�������Ȟ�7.5�������ϵď��Ⱥ�����ָ���ܝM�㼼�gҪ�����g��ָ�����^�͡�
����������:ͨ�^��Сԇ��(15mm×15mm)�ڼ�����s�l���«@�õĽM���������M�Йz�ж��˷N���W�ɷֵ�呼��M�㼼�gҪ��Ŀ����ԣ����w��ˇ��D1(c)��ʾ�����W����ԇ�Y����:Rm��878MPa��Rp0.2��725MPa��A��20.3%��Z��70.9%��-18��KV2��151J���M����ػ������w�������Ȟ�6.5�������ϵ����g��ָ�˝M�㼼�gҪ���Ǐ���ָ���^�͡�
����������:�ڹ�ˇ�������Ļ��A�Ͻ��ͻػ�ض��Եõ��ߏ���ָ�ˣ���C�ڏ��ȝM��Ҫ���ǰ���_���g���Ƿ�M�㼼�gҪ���w��ˇ��D1(d)��ʾ��
�������W����ԇ�Y����:Rm��1035MPa��Rp0.2��965MPa��A��17%��Z��67%��-18��KV2��51J���M����ػ������w�������Ȟ�8.5�������ϵď��Ⱥ����g�Ծ��M�㼼�gҪ��
����������:�ڹ�ˇ�����ĵĻ��A����ػ�ضȣ��քe��580�桢600�桢620�棬�_���M�㼼�gҪ��ǰ���µ����W�����S�ػ�ضȵ�׃��څ�ݡ�
����ͨ�^��2������֪:���ϵď����S�ػ�ضȵ���߶��½������ػ�ضȞ�580��r���ԝM�㼼�gҪ���ػ�ض���ߵ�600��620��r�������^���g�l��Ҫ��ƫ�͡�
�������˸�ֱ�^���٬F��ͬ��̎���������������ܵ�Ӱ푣��L�ƈD2��֪���S���ػ�ضȵ���ߣ����ϵď��ȳ��½�څ�ݣ��_���g�Գ����@���څ�ݣ����ػ�ضȞ�570��580��r�����Ⱥ͛_���g�Ծ����ԝM�㼼�gҪ��
����4�A�s�P��ڷ���
������̎��������880�����+530��ػ�880����ٿ���+530��ػ�r���ĵõ������W���ܽY���ɿ������m����ߴ�����ٺ����W���ܛ]�еõ���ߣ���ˌ�880����ٿ���+530��ػ�ě_�������M�ЊA�s��������Mһ���z���ɛ_���g��ֵ�]����ߵ�ԭ��
�������ȟ�̎������880��ˮ��+650��ػ�880��ˮ��+570��ػ�����W���ܽY���ó����ػ�ضȵĽ��͌����Ⱥ��g��Ӱ��^���@���M���;����ț]�����@�^�e����880��ˮ��+570��ػ�ě_�������M�ЊA�s��z�������о���ɲ�������׃����ԭ��
����ͨ�^�A�s��y���Y�����Կ�����A�B�DSA�s���0����C�DA�s���0��1�����A�s�)�e���w�^�ͣ�������ɵ͜؛_���g�Բ��ϵ�ԭ��
�������Mһ���о���ɛ_��ֵ�͵�ԭ���_������M���˒�����R�^������V������
����5TEM�^�켰̼������ò����
�����D3��������ڷ���:������ڎ�ȫ�����F���ʽ�����ò���w�S�^�OС����Ʒ�_���g���^����wδҊ���@��ұ��ȱ�ݡ�
�����D4�����Ĕ�ڷ���:�������ֻ���w�S�^�ͼ��д����w�S�^����ֲ��������^���Ҵ������g�C����Ʒ���^��Ă���Û����Ʒ�ě_���g���^�á����e�g�C���ЊA�s������M��EDS�z�y���A�s���Al2O3�����wδҊ���@��ұ��ȱ�ݡ�
�����ɴ˷�����֪���_���g�Ե͵�ԭ������ұ��ȱ�ݵ�����ģ�������̼����Ĕ�������ò����ģ����Mһ���M������R������
����6�YՓ
����AISI8630����(������65��115mm)�������M��ģ�M�Y����ˮ�����IJ��ɫ@����ȫ�R���w����R���w�M�����ػ��@�������w�M�����Y�ϟ�̎��ģ�Mԇ呼��ɝM������Ҫ��
�������ػ�ضȞ�570��580��r�����ϾC�����W���ܿɝM�㼼�gҪ�錍�H呼����a�ƶ���̎����ˇ�ṩ�˅�����
����������R�����Y����������ɲ��ϛ_���g�Ե͵�ԭ������ұ��ȱ������ģ�������̼����Ĕ�������ò����ģ�������Mһ���M������R������——Փ�����ߣ��R�g�ں���
SCISSCIAHCI