�l(f��)���r(sh��)�g��2020-02-24���ٷ���r(n��ng)�I(y��)Փ���g�[��1��
ժ Ҫ�� ժ Ҫ: ᘌ�(du��)С��늄�(d��ng)�~���ի@�C(j��)���������ٶȹ̶���(d��o)�µ��ի@�C(j��)�m��(y��ng)�Բ�ܺĴ��ի@�pʧ���^�����߶��{(di��o)������Ȇ��}���_�l(f��)��һ�N�~���ի@�C(j��)���ܿ���ϵ�y(t��ng)��ԓϵ�y(t��ng)�Կɾ���߉����������ģ��� �� �� �� ����������늾��a���M(j��n)�и߶ȡ��ٶșz�y(c��)������
����ժ Ҫ: ᘌ�(du��)С��늄�(d��ng)�~���ի@�C(j��)���������ٶȹ̶���(d��o)�µ��ի@�C(j��)�m��(y��ng)�Բ�ܺĴ��ի@�pʧ���^�����߶��{(di��o)������Ȇ��}���_�l(f��)��һ�N�~���ի@�C(j��)���ܿ���ϵ�y(t��ng)��ԓϵ�y(t��ng)�Կɾ���߉����������ģ��� �� �� �� ����������늾��a���M(j��n)�и߶ȡ��ٶșz�y(c��)������ֱ��늙C(j��) �(q��) ��(d��ng) ģ �K���Һ�Ȍ�(sh��)�F(xi��n)�ի@�C(j��)�����������ٶȺ߶ȿ��ơ�ԇ�(y��n)�Y(ji��)������: ԓϵ�y(t��ng)�܉����(j��)�O(sh��)�����~������߶��Ԅ�(d��ng)�{(di��o)��(ji��)�~���ի@�C(j��)�ĸ�߶ȣ����ܸ���(j��)�ի@�C(j��)���M(j��n)�ٶ��Ԅ�(d��ng)�{(di��o)����и��ٶȡ������ٶȼ����͎�ݔ���ٶȣ��~������߶�ƽ���`��≤3. 33%���~���ի@�pʧ�� ≤5.10%��������~���ի@�Ľ�(j��ng)��(j��)Ч�棬��(du��)�������҇�(gu��)�~���ի@���I(y��)�����ܻ�ˮƽ����(sh��)�F(xi��n)��(ji��)�ܜp�ž��зe�O���x��
�����P(gu��n)�I�~: �~���ի@�C(j��); �Ԅ�(d��ng)�z�y(c��); ���ܿ���; �ի@ԇ�(y��n)
����0 ����
�����~����ָ��ֲ�����~�������߲ˣ������~�ա����ˡ����˵ȣ��ѳɞ��˂�?c��)����¸�����Ҫ�?j��ng)��(j��)����[1]�����������(gu��)��(n��i)��(du��)�~���ի@�C(j��)���о��^��[2 - 3]����ܰ�����_�l(f��)��С������ʽ�߲��ի@�C(j��)����������(f��)ʽ�и�͎�ʽ���ͷ�ʽ���Ɍ�(sh��)�F(xi��n)�~��߲˵ğo���ի@���m���ո����~�߲ˡ���ѿ���߲�����߲ˡ����(d��ng)��Դ����ֱ��늙C(j��)���˷��˲��ò��͙C(j��)�ի@�r(sh��)�a(ch��n)���U����Ⱦ�߲˵�ȱ�c(di��n)[4]�������Ȟ錍(sh��)�F(xi��n)�r(n��ng)�C(j��)�c�r(n��ng)ˇ�ںϣ��O(sh��)Ӌ(j��)��һ�NС���Ԅ�(d��ng)���~����߲��ո�C(j��)������ֱ���(q��)��(d��ng)���z�������c�ּ�(j��)���ͼ��g(sh��)���܉����(j��)�߲˷NIJ�ͬ��ͨ�^ֱ��늙C(j��)�{(di��o)��(ji��)������߶ȣ��������ܻ��̶��^�ͣ�δҊ���������ٶȵ��Ԅ�(d��ng)���ƈ�(b��o)��[5]����Y�h(yu��n)����������ÙC(j��)��ҕ�X���g(sh��)�@ȡ�~���ի@�C(j��)��(d��o)������(sh��)�c���_(t��i)�߶ȅ���(sh��)�ķ��������ի@�C(j��)�����ܡ�����(zh��n)���I(y��)�ṩ�˼��g(sh��)֧�֣����ɱ��^���Һĕr(sh��)�^��[6]��ᘌ�(du��)�������}�������O(sh��)Ӌ(j��)�_�l(f��)��һ�N����늄�(d��ng)�~���ի@�C(j��)���ܿ���ϵ�y(t��ng)����(sh��)�F(xi��n)���~���ի@�C(j��)�ٶ����m��(y��ng)���ơ����߶��Ԅ�(d��ng)�{(di��o)���ȹ��ܣ����ڝM���~���ի@������ݡ����Ի��O(sh��)Ӌ(j��)���������ܻ��~���ի@�C(j��)���O(sh��)Ӌ(j��)�ṩ���g(sh��)֧�Ρ�
����1 �~���ի@�C(j��)�Y(ji��)��(g��u)�M�ɼ�����ԭ��
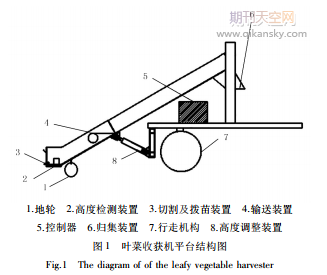
�����~���ի@�C(j��)��Ҫ���и��b�á������b�á�ݔ���b�á����߶��{(di��o)���b�á����ߙC(j��)��(g��u)�Ϳ������ȽM�ɣ���D 1 ��ʾ���ի@�r(sh��)��������(f��)ʽ���(du��)�~���M(j��n)���и�ո���~���ɓ����b�Ì�����͵����͎��ϣ��~�˵��_(d��)���͎�ĩ�˺�(j��ng)�w���b�÷����ռ��䡣
����2 ����ϵ�y(t��ng)�O(sh��)Ӌ(j��)����
�����~���ի@�C(j��)���ܿ���ϵ�y(t��ng)��Ҫ���� PLC �ɾ��̿��������|��������������������늾��a����ֱ��늙C(j��)�ȽM�ɲ��֣��Ɍ�(sh��)�F(xi��n)��߶ȡ��ի@�C(j��)�����ٶȡ������ٶȼ����͎��ٶȵęz�y(c��)�c���ƹ��ܡ�
�����ի@ǰ����ͨ�^�|�����M(j��n)�и��߶Ⱥ������ٶ��O(sh��)��; �ի@�^���У�ϵ�y(t��ng)����(j��)�O(sh��)�õą���(sh��)�Ԅ�(d��ng)�{(di��o)����߶ȣ�����(sh��)�F(xi��n)�и����͂����ٶȵ�ƥ����ơ�
����3 ϵ�y(t��ng)Ӳ���O(sh��)Ӌ(j��)
����3.1 PLC ���|�����x��
����PLC �x���Ž� XDC-24T-C �Ϳɾ��̿�����������늉���ֱ�� 24V���� 24 ��(g��) IO �ӿڣ����г��ߵ�̎���ٶȣ����ɽ� 16 ��(g��)��չģ�K���҃�(n��i)���Ԏ� PID�����⣬�錍(sh��)�F(xi��n)ģ�M��̖(h��o)ݔ�룬�����ģ�M�� A/D �D(zhu��n)�Qģ�K����̖(h��o)�� XD-E4AD2DA���˙C(j��)�����nj�(sh��)�F(xi��n) PLC �c�����ˆT֮�g�����ԵĽ��棬ϵ�y(t��ng)�x�� TG765S -XT ���|Ļ����ͨ�^ Modbus �f(xi��)�h�c PLC �M(j��n)��ͨ�š�
����3.2 ��߶șz�y(c��)�c����
�����߶Ȝy(c��)�������ɳ���������������ɣ������y(c��)���������Ĺ���ԭ���nj��l(f��)�������̖(h��o)�D(zhu��n)�Q�ɿ��Խ��յ����̖(h��o)��һ�N�Q����[7-11]���������������в��L(zh��ng)�̡��l�ʸߡ�����С�������Ժõȃ�(y��u)�c(di��n)���������侀���γɶ��������[12 -1 5]����������������̖(h��o)�� LM-112-010-DAC��ݔ����̖(h��o)�� 0 �� 10V ��늉���̖(h��o)�����]����y(c��)��ä�^(q��)����λ�ð��b���и���Ϸ���λ�����x����ĸ߶ȿ���ʽ( 1) Ӌ(j��)��[16 -1 8]
��������(j��)�~���ի@����IJ�ͬ���O(sh��)�ø�߶ȿ��{(di��o)������ 5 �� 200mm�������r(sh��)��ϵ�y(t��ng)����(j��)�A(y��)���O(sh��)�����~������߶��Ԅ�(d��ng)�{(di��o)��(ji��)�~���ի@�C(j��)�ĸ�߶ȣ���߶��{(di��o)���Ĉ�(zh��)�ЙC(j��)��(g��u)���� UT450 ���Һ�ף���������(sh��)��: ���� 150kg���ٶ� 10 �� 35mm /s���г� 100 �� 600mm��
����3.3 �ٶșz�y(c��)�c�����ٶȜy(c��)�����ֲ��� 2500 ������ʽ��늾��a������ɡ���늾��a����һ�N���D(zhu��n)�y(c��)���b�ã�ϵ�y(t��ng)�����a����ݔ���}�_��̖(h��o)ֱ��ݔ�� PLC������ PLC �ĸ���Ӌ(j��)��(sh��)����(du��)���}�_��̖(h��o)�M(j��n)��Ӌ(j��)��(sh��)���ԫ@�Üy(c��)���Y(ji��)����
�����~���ի@�C(j��)�{(di��o)�ٲ�����Ҫ���������ٶȡ���и��ٶȡ����͎��ٶȼ������ٶ� 4 ��(g��)����; ��(zh��)�в�������ֱ���p��늙C(j��)������������(y��ng)�� BLD ϵ���(q��)��(d��ng)�����p��늙C(j��)����(sh��)��� 2 ��ʾ���~���ի@�C(j��)���I(y��)�r(sh��)���C(j��)�ֿɸ���(j��)��Ҫ�����O(sh��)�û�?q��)��r(sh��)�{(di��o)���ի@�C(j��)�����I(y��)�ٶȣ�ϵ�y(t��ng)����(j��)��(sh��)�r(sh��)�ɼ����ի@�C(j��)�����ٶȺ�����ٱȅ���(sh��)��ͨ�^ PLC ��(sh��)�F(xi��n)��и��ٶȡ����͎��ٶȡ������ٶ��c�����ٶȵ����ƥ����ơ�
����4 ϵ�y(t��ng)ܛ���O(sh��)Ӌ(j��)
����4.1 ϵ�y(t��ng)������
����ϵ�y(t��ng)���������̈D��D 3 ��ʾ����Ҫ��Ʌ���(sh��)�y(c��)�����@ʾ�Ϳ��ƹ��ܵȡ�ϵ�y(t��ng)����(d��ng)�����ȸ���(j��)�Nֲ�r(n��ng)ˇ���Ñ�����ͨ�^ PLC �������M(j��n)�и�߶ȼ������ٶȺ������ٱȵ��O(sh��)��; �ի@�C(j��)���I(y��)�r(sh��)��ϵ�y(t��ng)�M(j��n)���ի@�C(j��)�����ٶȡ���߶ȡ���и��ٶȡ��ܲ��ٶȼ������ٶȵČ�(sh��)�r(sh��)�z�y(c��)��ͬ�r(sh��)����(j��)�ի@�C(j��)ǰ�M(j��n)�ٶȺ��ٱȅ���(sh��)���Ԅ�(d��ng)��(sh��)�F(xi��n)�����������ٶȵ�ƥ����ơ�
����4.2 ϵ�y(t��ng)�ӳ���
����ϵ�y(t��ng)�ӳ�����Ҫ��(sh��)�F(xi��n)���߶ȼ��и�ܲˡ�ݔ���ٶȵĿ��ơ������в����� PID �����㷨�������ԭ����D 4 ��ʾ[19-2 0]��
����1) ���߶��{(di��o)������: ���|����ݔ���~������߶ȣ��~�˸߶Ȝy(c��)��Ԫ���ھ��O(ji��n)�y(c��)�ɼ�������ĸ߶ȣ����� PLC ��(du��)��(sh��)�y(c��)�߶��c�O(sh��)���߶��M(j��n)�б��^������߶ȵ�ƫ����; ��(j��ng) PID �\(y��n)�㣬�@�ÿ�����̖(h��o)���Ԅ�(d��ng)����늄�(d��ng)�ƗU����s�ٶȺ��L(zh��ng)�ȣ���(sh��)�F(xi��n)��߶��{(di��o)���Ŀ���푑�(y��ng)������Ч��߸���ƾ��ȡ�
����2) �ٶ��{(di��o)������: �ٶȿ����ӳ����У����ȸ���(j��)�����ٶȵĜy(c��)��ֵ�O(sh��)����и��ٶȡ��ܲ��ٶȼ������ٶ� 3 ��(g��)���،�(du��)���ƥ���ٶ�ֵ���M(j��n)����(sh��)�r(sh��)�z�y(c��) 3 ��(g��)�ٶȅ���(sh��)������(du��)��(sh��)�y(c��)ֵ�c�O(sh��)��ֵ��Ӌ(j��)�������(g��)�ٶȵ�ƫ����̖(h��o)�����(j��ng) PID �㷨���õ�������̖(h��o)����늙C(j��)�(q��)��(d��ng)�����Ƹ���(g��)늙C(j��)���D(zhu��n)�٣���(sh��)�F(xi��n)��и��ٶȡ��ܲ��ٶȼ������ٶȵĿ��١���(zh��n)�_�{(di��o)����
����4.3 �˙C(j��)�����_�l(f��)
�����˙C(j��)�����nj�(sh��)�F(xi��n) PLC �c�����ˆT֮�g�����ԵĽ��棬���Է����ݵ،������ˆT�Ą�(d��ng)�����_(d��) PLC������ PLC ��(zh��)��ԓ��(d��ng)������ϵ�y(t��ng)���� TouchWin �Ž��|��������ܛ���_�l(f��)���˙C(j��)������Ҫ������(sh��)��(j��)�@ʾ������(sh��)�O(sh��)�ü���ͣ���o��ָʾ���ȽM�ɲ��֣���(du��)��(y��ng)��ݔ�밴�o��ݔ����@ʾ����D 6 ��ʾ���ի@�C(j��)�����r(sh��)��ϵ�y(t��ng)���y(c��)����(sh��)��(j��)�Ԅ�(d��ng)�@ʾ���|���������У�����ͨ�^�ٶȺ߶ȵ��O(sh��)
����5 ԇ�(y��n)�c����
�����ի@ԇ�(y��n)�r(sh��)���xȡ��������ԇ�(y��n)��(du��)���O(sh��)��������߶Ȟ� 15.0mm���ի@�ٶȷ֞����( 0.2hm2 / h) ������( 0.3hm2 / h) ����( 0.4hm2 / h) 3 �n��ÿ�N�ٶ����M(j��n)�� 5 ��ԇ�(y��n)��ÿ��ԇ�(y��n)�ի@ 0.01hm2 ; �ի@�����Θ�(bi��o)���ߜy(c��)�����߶ȣ���(sh��)��(j��)��D 7 ��ʾ����(sh��)��(j��)������� 3 ��ʾ���δ�ԇ�(y��n)�У�����`�� 10.0%���l(f��)�����и����ի@���g; �����ի@�r(sh��)ƽ���`����С����-0.67%����׃��ϵ��(sh��)�͓pʧ��Ҳ��С���f�������ի@���I(y��)�ľ��ȡ��ɿ��Ժͷ�(w��n)���Ծ���(y��u)�ڵ��ٺ����ի@���I(y��)�ġ�
�������]��x��̽ӑ��(d��ng)���r(n��ng)�I(y��)�C(j��)е���F(xi��n)��l(f��)չڅ��(sh��)
����6 �Y(ji��)Փ
����1) ԓ�~���ի@�C(j��)���ܿ���ϵ�y(t��ng)�܉�?q��)��F(xi��n)���I(y��)����(sh��)��(sh��)�r(sh��)�z�y(c��)�����߶��Ԅ�(d��ng)�{(di��o)�������ܸ���(j��)�ի@�C(j��)�����ٶ��и�����ٶȺ�ݔ���ٶȵ��Ԅ�(d��ng)ƥ�䡣
����2) ԓ����ϵ�y(t��ng)�~������߶�ƽ���`��≤3.33%��ƽ���ի@�pʧ��≤5.10%���^�ÝM�����~���ի@�Č�(sh��)�H���������҇�(gu��)�~���ի@���I(y��)�����ܻ�ˮƽ�ṩ�˅�����