�l���r�g��2021-03-09���ٷ������Փ���g�[��1��
ժ Ҫ�� ժ Ҫ����B�����D��˾β�ⰱ��Ó�a�������@�b�õĹ�ˇ���̣����چ��}�Լ����g���쌍ʩ��Ч����ᘌ��������@�������½��Ć��}��ͨ�^����1�_200m3�������@Һ��������߁������@�����ʣ�ʹ�������@�������_��95%���ϣ��M�������Ñ���ʹ��Ҫ��������
����ժ��Ҫ����B�����D��˾β�ⰱ��Ó�a�������@�b�õĹ�ˇ���̣����چ��}�Լ����g���쌍ʩ��Ч����ᘌ��������@�������½��Ć��}��ͨ�^����1�_200m3�������@Һ��������߁������@�����ʣ�ʹ�������@�������_��95%���ϣ��M�������Ñ���ʹ��Ҫ�������߁������@������������h��
�����P�I�~���������a�������������@��������
�������D�_�ݻ�������؟�ι�˾��2����������b�ã�һ��800kt/a�b����2011��Ͷ�a������400kt/a�b����2014��Ͷ�a��һ�ںͶ����b�þ���“3+1”���D������ˇ�������е͜�HRS������ռ�����β��Ó���b�ã�ԭ�Ϟ�Һ�w��ǣ�Ó�}ˮ��ѭ�hˮ���x���՚��늵��ɻ��ؼ��й�����
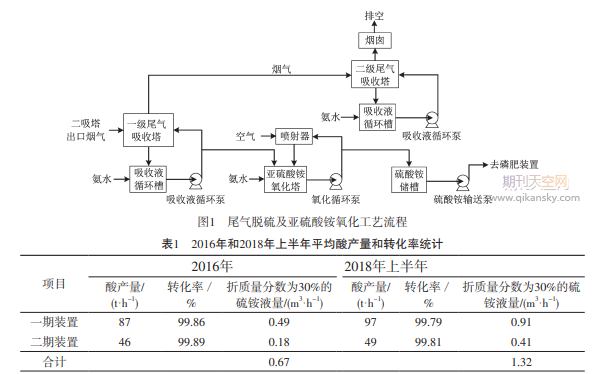
����2���b�õ�β��̎�������ð���Ó��Ó�a������@Һ���^���������͵����ص����b�û���ʹ�ã�β��Ó�������@������ˇ����Ҋ�D1��
����1������Ó���b�ó��F�Ć��}��ԭ�����
����1.1�����چ��}
������2018�������b�ó��F�״���ʹ�������@Һ�r�����̱ǵĶ���������w�����^ȡ�ӷ������l�F�����@Һ��������ֻ��78%���������@Һ�к���һ�����ā������@������ʹ�Õr���ֽ�ɶ�������Ӱ��䰲ȫʹ�ã����W����ʽ���£�(NH4)2SO3→2NH3↑+SO2↑+H2O
����1.2��ԭ�����
���������Һ�Ё������@�����ߵ���Ҫԭ���������b�õĮa���������D�����½����a���ā������@Һ�����^�ˁ������@Һ��������̎��������2016���2018���ϰ���ƽ����a�����D���ʽyӋҊ��1��
����2016���ƽ����a���^�ͣ�һ���b�Þ�87t/h�������b�Þ�46t/h������һ���b��ƽ�����D���ʞ�99.86%�����ڞ�99.89%;����2���b�ø��a���@Һ���s��0.67m3/h������2018���ϰ���ƽ����a�������������C������u�ϻ����¿��D�����½�������2���b�ø��a���@Һ��Ҳ������1.32m3/h��
����һ�ںͶ���β���b�ù���1�_�������@Һ��������ԓ��������һ��β��̎���b�������O�ģ���60m3�IJ����ѭ�h�����ۡ������b�������O�ā������@Һ������������OӋȱ�ݛ]��Ͷ��ʹ�á�2017����ǰ����2���b���D�����^���Ҹ��a�������@Һ�^�ٵ���r�£�1�_�������ܝM�����a����2���b���D�����½��Ҹ��a�������@Һ�^���r���ͳ��^�ˁ������@Һ��������̎��������
�����������@Һ�������̣���������ѭ�h�Ì��������@Һ�͵���������픇�����������������՚��c�������@Һ��ֻ�Ϻ��M�끆�����@Һ����������˲���ѭ�h����������@Һ�����������m�������M�С�һ�ںͶ���2��β���b�ø��a�ā������@Һ����������������������������ҺλҲ���B�m�،�����������������@Һ�͵������С�
�������P֪�R���]�����Ṥ�I�l��������Ҫ�����Mô
������2016��r��2���b�ø��a���@Һ��ֻ��0.67m3/h�����@Һ���^60m3�����۵��������������ʿ��_��95%���ҡ���2018�꣬2���b�ø��a���@Һ����1.32m3/h���ң����^��������������ֻ��78%���ң��y���_�������Ñ����b�õ�ʹ��Ҫ�����a�϶�Ιz�y�l�F����һ��β���������a�������@��ĸҺ����������50%~60%������ĸҺ�е������@�|���֔��sռ�����}��50%~60%��
����2���������@������Ӱ����ط���
���������������о��l�F,Ӱ푁������@�����������Ё������@Һ��ȡ�����ȡ������ضȡ�pHֵ�������������r�g�ȣ��b�����@Щ���ط������¡�
����1)�������@Һ��ȣ��������@Һ����ܵ����b��ʹ��Ҫ�����ƣ����a��ρ[(NH4)2SO3]������250~350g/L��
����2)����ȣ�������ܵ���Դ���������ؚⷽʽ��Ӱ푣��C�Ͽ��]���x�óɱ��^�͵ć���ʽ�������䁆�����@Һ�c�՚��M�л�Ϸ�����
����3)�����ضȣ������ض��ܵ�����䓲��|���ƺͷ������Ӱ푣����a��һ�������45~50�棬���ܲ��������M�мӟ��ֹ���ؓp�IJ������������
����4)pHֵ�����a��pHֵ��������6.5~7.0������β���b�ø��a�����@��ĸҺ���Ё������@����������@�������@��������@����Ҫ�Ӱ�����pHֵ��6.5~7.0������������@��������@�D���Ɂ������@�������@���_���^�ߵ������ʣ�ͬ�r����������Ŀ՚⺬�����Ķ�����̼��Ҳ��Ҫ�Ӱ��к��@����̼�ᣬ��ֹ����ѭ�hҺ��pHֵ�����½�������O�估�ܵ��ĸ��g��
����5)�������]��ʹ�ô������o���������@�����đ��ý�
����6)�����r�g�����ځ������@Һ���ڸߝ��(��ȼs��3mol/L)�������������������r�g�^�L�������a�϶�Μyԇ������“�gЪʽ����”����1��40m3�����@��ĸҺ����Ҫѭ�h����48h�������ʲ����_��95%���ϡ�
�����b��ԭ�OӋ����_�B�mʽ���������B�m�M������50%~60%�����@��ĸҺ���B�m�a�������@Һ����������������ͣ���r�g�^�̣��y�Ա��C�^�ߵ������ʣ��������gЪʽ���������C���ͣ���r�g�m���Գ���������a���ϸ�������@Һ�������������a�����Ąڄӏ��ȣ������M���Ԅӿ��������aЧ�ʵ͡�
�������g�ˆT�������H���a��r�����^�C�Ͽ��]�M���Ãɼ����B�mʽ���������½�1�_200m3�ā������@����������һ����������ԭ60m3�IJ�������������������������
����3���������@������ˇ����
���������ā������@������ˇ����Ҋ�D2��
����һ�ںͶ���β���B�m�a���������@Һ�M��һ�������������ځ������@Һ�ܵ����A�Ӱ�ˮ�{��pHֵ��6.5~7.0�����������@Һ�еā�������@��ǰ�������Ɂ������@���������a�r��һ���Ͷ�������ѭ�h���B�m�\��ʹ����������՚��M��������������һ���Ͷ�����������Һλ�ڼs50%�������b�ò���Ҫ�����@�r���t������߶���������Һλ��Ȼ�������һ��������Һλ����ԓ��ʽ�M�����a���Ƽ��ܱ��C�^�ߵā������@�����ʣ��ֿ������b�ò���Ҫ�����@���g�܃������������@����
����4��������
�������������������Ҋ��2��
�����ı�2���Կ�����һ�������ʾ�����85%�����������ʾ�����95%���]��������ρ[(NH4)2SO3]����10g/L���͵����b��ʹ�Õr�ֽ�a���Ķ���������w�^�٣������������@ʹ�õİ�ȫ�[�����_����ʹ��Ҫ��
����5���Y�Z
��������Ó�a�������@�������c�������������P�������ʵ͕����ʹ���^���Ё������@�ֽ��SO2�����H���M�YԴ������ɭh����Ⱦ�����a�^���О鱣�C����Ч����������½��h��
����1)����߁������@�����ʣ�ͬ�r�ַ������a�������Ԅӿ��ƣ����h�������@�������ô��ɼ������������������ɸ���β��Ó�a�����@Һ���������������ʵ�Ҫ����OӋ��
����2)�������@�����������Ӱ�ˮ�ܲ���ѭ�hҺ��pHֵ������6.5~7.0���Դ_���^�ߵ������ʺͷ�ֹ�O�丯�g��
����3)��遆�����@������şᷴ�������ԁ������@����������Ҫ��ӟ���ض�Ҳ��������45�����ң��ڴ˜ض��������@�ֽ�Ͱ������^�١�——Փ�����ߣ������죬�S���ģ�������
SCISSCIAHCI